9
ІНСТРУКЦІЯ З ВИКОРИСТАННЯ
ОБЕРЕЖНО:
• Перед регулюванням та перевіркою справності
інструменту, переконайтеся в тому, що він
вимкнений та відключений від мережі.
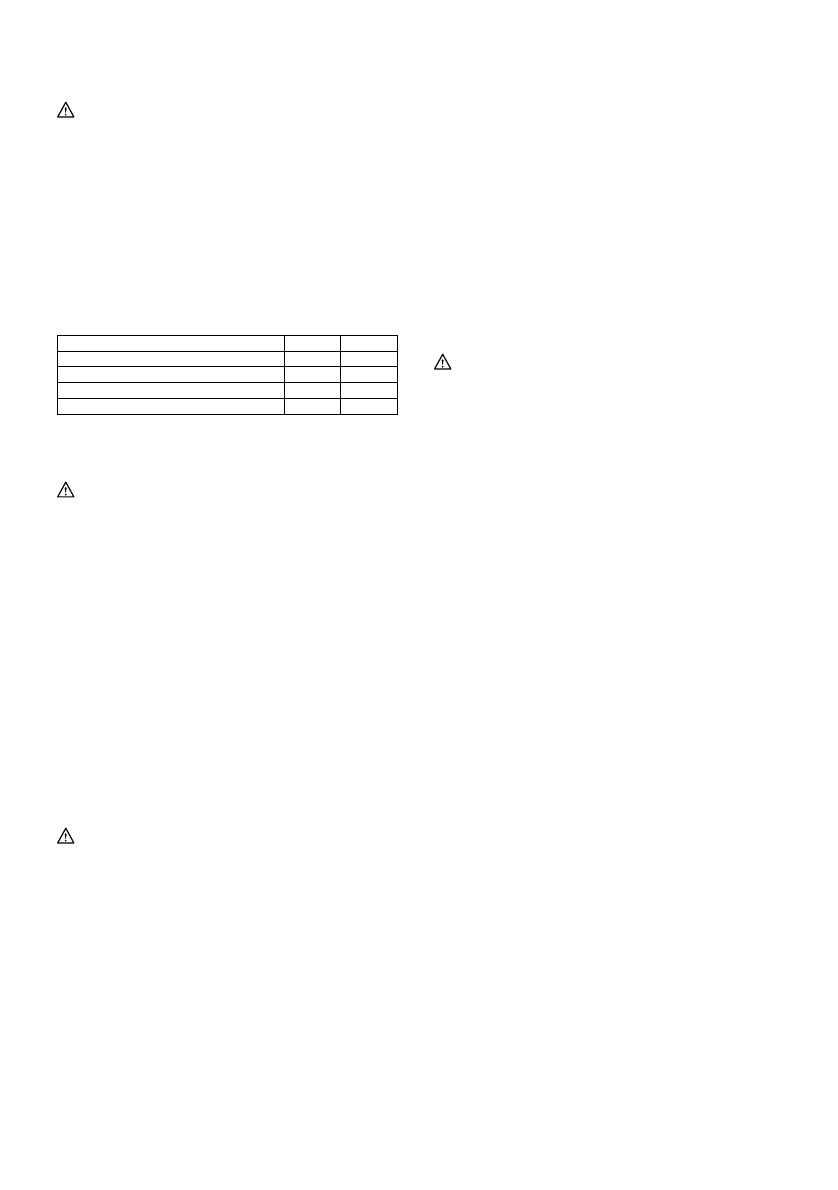
Дозволена товщина різання
Fig.1
Товщина матеріалу, що ріжеться, залежить від його
міцності на розрив. Паз на тримачеві плашки є
калібром дозволеної товщини різання. Заборонено
різати матеріал, який по товщині не входить в цей
паз.
Максимальна ріжуча спроможність мм калібр
Сталь до 400 Н/мм
2
3,2 10
Сталь до 600 Н/мм
2
2,5 13
Сталь до 800 Н/мм
2
1,0 20
Алюміній до 200 Н/мм
2
3,5 10
006439
Дія вимикача.
Fig.2
ОБЕРЕЖНО:
• Перед вмиканням інструменту у мережу
обов'язково перевірте, чи кнопка вимикача
нормально спрацьовує і після відпускання
повертається в положення "вимкнено".
• Перемикач може бути заблокований в
увімкненому положенні для зручності
оператора протягом тривалого використання.
Блокуючи інструмент в увімкненому положенні
слід бути обережним і міцно тримати інструмент.
Щоб включити інструмент, просто натисніть кнопку
вимикача. Щоб зупинити - відпустіть кнопку вимикача.
Для довготривалої роботи натисніть кнопку вимикача,
після чого натисніть кнопку фіксатора.
Щоб зупинити інструмент із зафіксованим вимикачем,
натисніть кнопку вимикача до кінця і відпустіть її.
КОМПЛЕКТУВАННЯ
ОБЕРЕЖНО:
• Перед тим, як зайнятись комплектуванням
інструменту, переконайтеся в тому, що він
вимкнений та відключений від мережі.
Заміна пробійника
Fig.3
Встановіть ключ, що додається на контргайку та
злегка постукайте по його ручці молотком, щоб
послабити контргайку. Зніміть тримач плашки та
вигвинтіть гвинт за допомогою ключа. Потім зніміть
пробійник.
Fig.4
Для встановлення пробійника слід вставити
пробійник в тримач таким чином, щоб його ріжуча
кромка була направлена вперед, а шпилька в
тримачеві зайшла в паз на пробійнику. Встановіть
гвинт та контргайку. Потім міцно затягніть їх.
ПРИМІТКА:
• Під час встановлення гвинта та контргайки слід
перевірити, щоб вони були надійно затягнуті.
Якщо вони послабляться під час роботи, то
інструмент може зламатись.
Fig.5
ЗАСТОСУВАННЯ
ОБЕРЕЖНО:
• Міцно тримайте інструмент однією рукою за
головну ручку під час роботи.
Попереднє змащування
Змастіть лінію різання машинним мастилом для
подовшення терміна служби пробійника та плашки.
Це особливо важливо у разі різання алюмінію.
Методика різання
Fig.6
Гладке різання досягається шляхом утримання
інструмента в рівному положенні та за рахунок
легкого натискання у напрямку різання.
Наносіть мастило для інструмента на пробійник
після різання кожних 10 метрів м'якої або
нержавіючої сталі. Для постійного змащування
алюмінію слід використовувати рідке мастило або
керосин. Якщо алюміній не змащувати, то це
призведе до налипання алюмінієвої тирси на
інструмент, затуплення плашки та пробійника та
збільшення навантаження на мотор.
Вирізи
Fig.7
Вирізки можна робити, спочатку просвердливши в
матеріалі круглий отвір діаметром біля 42 мм або
більше.
Різання нержавіючої сталі.
Fig.8
Вібрація час різання нержавіючої сталі вища, аніж
під час різання м'якої сталі. Зменшити вібрацію та
поліпшити якість різання можна підклавши ще одну
шайбу (стандартне обладнання) під плашку.
Зніміть два гвинти за допомогою шестигранного
ключа, що додається, та підкладіть шайбу під плашку.
Встановіть гвинти на місце та надійно їх затягніть.



















