13
ODDÍL 2 POPIS
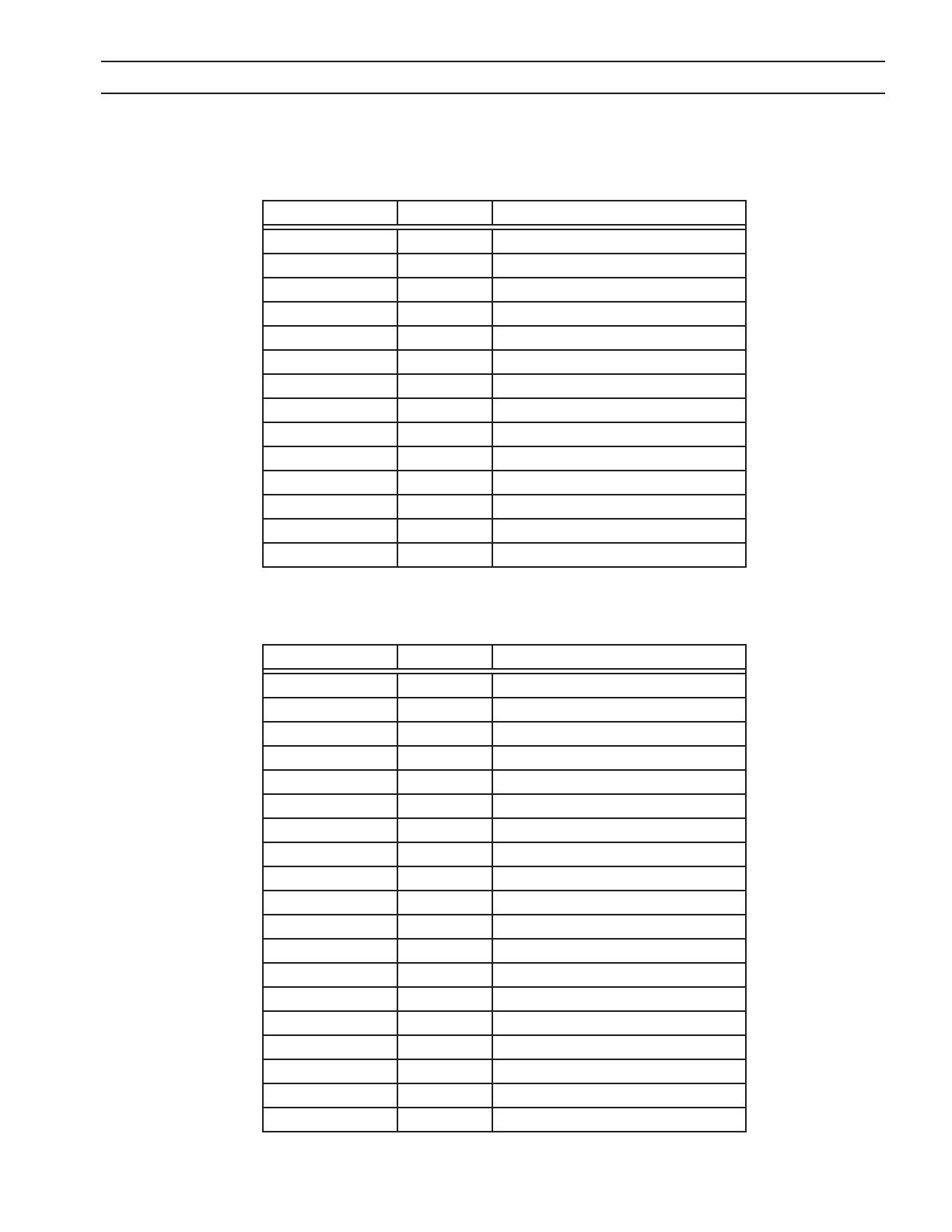
200A startovní sada pro PT-36 ...................................................................................0558005222
Katalogové číslo Množství Popis
0558003914 8 Elektroda O2 UltraLife, standardní
0558003928 3 Elektroda N2/H35, standardní
0558005459 3 Elektroda O2/N2, pro nízký proud
0558006010 3 Tryska PT-36 1,0 mm (0,040")
0558006014 3 Tryska PT-36 1,4 mm (0,055")
0558006020 5 Tryska PT-36 2,0 mm (0,080")
0558006130 3 Štít PT-36 3,0 mm (0,120")
0558006141 3 Štít PT-36 4,1 mm (0,160")
0558008010 3 Tryska PT-36 1,0mm (0,040") PR
0558007624 3 Štít PT-36 2,4mm (0,095")
0558006023 3 Tryska PT-36 2,3mm (0,090")
0558006166 3 Štít PT-36 6,6mm (0,259")
0558006908 3 Tryska PT-36 0,8mm (0,030")
0558006018 3 Tryska PT-36 1,8mm (0,070")
400A startovní sada pro PT-36 ...................................................................................0558005223
Katalogové číslo Množství Popis
0558003914 5 Elektroda O2 UltraLife, standardní
0558007791 5 Elektroda
0558003928 3 Elektroda N2/H35, standardní
0558005459 3 Elektroda O2/N2, pro nízký proud
0558006010 2 Tryska PT-36 1,0 mm (0,040")
0558006014 2 Tryska PT-36 1,4 mm (0,055")
0558006020 5 Tryska PT-36 2,0 mm (0,080")
0558006023 3 Tryska PT-36 2,3 mm (0,090")
0558006025 3 Tryska PT-36 2,5 mm (0,099")
0558006036 3 Tryska PT-36 3,6 mm (0,141")
0558006130 3 Štít PT-36 3,0 mm (0,120")
0558006141 3 Štít PT-36 4,1 mm (0,160")
0558006166 3 Štít PT-36 6,6 mm (0,259")
0558008010 3 Tryska PT-36 1,0mm (0,040") PR
0558007624 3 Štít PT-36 2,4mm (0,095")
0558006199 3 Štít PT-36 9,9mm (0,390")
0558006908 3 Tryska PT-36 0,8mm (0,030")
0558006018 3 Tryska PT-36 1,8mm (0,070")
0558006030 3 Tryska PT-36 3,0mm (0,120")



















