Stránka sa načítava...

73502_V6_07/09/2020
CZ
1-36
AUTOPULSE 320-T3
400 V
208/240 V
www.gys.fr

2
AUTOPULSE 320-T3
FIG-1
1
3
4
5
7
8
9
10
11
17
16
6
2
15
12
13
14
AUTOPULSE 320-T3 - 400 V
3
5
1
7
8
9
10
11
17
16
6
4
15
12
14
AUTOPULSE 320-T3 - 208/240 V
2

FIG-2
FIG-3
2 3
A B
C
D
E F
4
AUTOPULSE 320-T3
Ocel
Nerez
Ocelová tryska
A/
Hliník
Teonová tryska
Kapilární špička
B/
NO USE
90950

4
AUTOPULSE 320-T3
4
M8x12 (x8)
M6x12 (x3)
M6x12 (x4)
CZ - Předšroubujte šrouby ručně, bez utahování.
M6x12 (x8)
Acier/Steel Alu.
Push-Pull
037458
250 A - 3 m 250 A - 3 m
4 m
35 mm
2
MB25 - 4 m
036710
036970
- - x1 - x 1 -
059184 x 2 x 1 x 1 - x 1 x 1
059191 x 2 - x 1 x 1 x 1 x 1
1
3
2

5
AUTOPULSE 320-T3
5
M4x10 (x6)
6
M6x12 (x3)
x2
M6x12 (x3)
CZ -
Pouze vyvažovací rameno (ref. 059276) / vyvažovací rameno + hořák Spool Gun (ref. 038554).

6
AUTOPULSE 320-T3
M6x12 M6x40 M6
x 26 x 3 x 3
1
2
M6x40
M6
Volitelné příslušenství
Samotné vyvažovací rameno (ref. 059276)
3 4

7
AUTOPULSE 320-T3
5 6

8
AUTOPULSE 320-T3
PRVNÍ POUŽITÍ
- Před prvním použitím zařízení se prosím přesvědčte, zda nejsou k dispozici nové aktualizace.
1 2
Vložte dodaný klíč USB do vyhrazeného portu a spusťte zařízení. Když bude k dispozici nová verze, objeví se obrazovka výše.
INSTALACE - PROVOZ PRODUKTU
1
3 m
Instalaci smí provádět pouze zkušený personál pověřený výrobcem. Během instalace se ujistěte, že je generátor odpojen od sítě.
2

9
AUTOPULSE 320-T3
CZ
NORMA
VŠEOBECNÉ POKYNY
Před použítí tohoto zařízení si pozorně přečtěte návod k obsluze.
Neprovádějte na přístroji žádné údržbové práce, ani změny, pokud nejsou výslovně uvedeny v tomto
návodu.
Výrobce neručí za zranění nebo škody vzniklé neodbornou manipulací s tímto přístrojem.
V případě problémů nebo dotazů ohledně správného používání tohoto přístroje se obracejte na příslušným způsobem kvalikovaný a vyškolený
personál.
PRACOVNÍ PROSTŘEDÍ
Přístroj je určen výlučně pro svářecí postupy uvedené na výkonovém štítku nebo v tomto návodu. Bezpodmínečně dodržujte bezpečnostní pokyny.
Výrobce neručí za nedostatečné či nebezpečné použivání.
Při provozu, ale i při skladování dbejte na to, aby přístroj byl umístěn v prostředí, které neobsahuje kyseliny, plyny a další žíravé látky. Dbejte na
dobrou ventilaci při použítí.
Teplotní rozmězí okolního vzduchu:
Při svařování : -10 až +40°C (+14 až +104°F).
Při přepravě a skladování -25 až +55°C (-13 až 131°F).
Vlhkost vzduchu:
≥ 50% do teploty 40°C (104°F).
≥ 90% do teploty 20°C (68°F).
Nadmořská výška do 1000 m.
OSOBNÍ OCHRANNÉ VYBAVENÍ
Použivání svařovacího zařízení může být nebezpečné a může způsobit vážná zranění, za určitých okolností i smrtelná.
Při obloukovém svařování je uživatel vystaven řadě možných rizik, např.: záření vycházející z oblouku, elektromagnetické rušení (osoby s
kardiostimulátorem nebo se sluchátkem by se před začátkem prací v blízkosti svařovacího agregátu měly poradit s lékařem), úraz elektrickým
proudem, hluk a výpary generované při svařování.
Bezpodmínečně dodržujte následující bezpečnostní pokyny:
Osoby musí nosit ochranné oblečení, které zakrývá celé tělo, dobře izoluje, je suché, nehořlavé, v dobrém stavu a nemá záložky.
Ochrana rukou vhodnými rukavicemi (elektricky izolujícími a chránicimi před horkem).
Chraňte své očí speciální kuklou s dostatečnou ochranou (proměnná dle pouzítí). Chraňte své očí při operaci čištění. Při těchto
pracích nenoste kontaktní čočky.
Je případně nutno postavit kolem ochranné závěsy pro ochranu dalších osob proti oslnění oblouku a odletujícím jiskrám.
Upozorněte další osoby na to, aby se nedívaly do oblouku ani do obrobku, a nosily vhodně ochranné oblečení.
Použivejte vhodnou sluchu v případě hluk překračuje maximální hodnotu (platí i pro osoby na pracovišti).
Dbejte na to, aby se do blízkosti pohybujících se částí nedostaly vaše ruce, vlasy, části oděvu a nářadí.
V žádném případě nedemontujte skříň přístroje v době, kdy je přístroj připojen na elektrickou napájecí síť. Výrobce neručí za zranění
ani materiální škody vzniklé neodbornou manipulací s tímto přístrojem.
Svařenec je po skončení práce velmi horký, proto při manipulaci s ním buďte opatrní a zabraňte popálení. Hořák je třeba před
každou opravou nebo čištěním, příp. po každém použití nechat dostatečně zchládnout (po dobu min. 10 minut). Chladící jednotka
má být zapnuta při použítí vodochlazený hořák, aby kapalina nemohla způsobit popálení.
Je důležité zabezpečit pracovišti před opuštěním pro bezpečnosti osob a majetek .
VÝPARY A PLYNY
Kouř vznikající při svařování obsahuje škodlivé plyny a výpary. Zajistit dostatek čerstvého vzduchu, může být nutné používat
způsobilý dýchací přístroj. Pokud nedostačuje větrání, použijte ochrannou dýchací kuklu s přívodem vzduchu.
V případě nejasností, zda dostačuje výkon odsávacího zařízení, porovnejte naměřené emisní hodnoty škodlivin s povolenými
limity.
Pozor: při svarování v malých prostorách je nutno monitorovat práci v bezpečné vzdálenosti Svařování kovů obsahující olovo, kadmium, zinek, rtuť a
berylium může být škodlivé. Odstraňte mastnoty, které pokrývají části určené ke svařování.
Lahve lze uskladnit pouze v otevřených nebo dobře větraných prostorech. Mějte na paměti, že plynové láhve smí být pouze ve svislé poloze. Zajistěte
je proti převrhnutí řádným upevněním k
pojezdovému vozíku.
Neprovádejte svařecí práce v blízkosti oleje nebo barvy.

10
AUTOPULSE 320-T3
CZ
NEBEZPEČÍ POŽÁRU A VÝBUCHU
Chraňte dostatečně celý prostor svařování. Bezpečnostní vzdálenost k hořlavým materiálům činí minimálně 11 m.
Mějte vždy v pohotovosti vhodný, přezkoušený hasicí přístroj.
Jiskry a horké částečky mohou proniknout do okolí i malými štěrbinami a otvory. Přijměte proto odpovídající opatření, aby
nevzniklo nebezpečí zranění nebo požáru.
Udržujte osoby, horlavé látky a zásobniky pod tlakem do dostatečné bezpečnostní vzdálenosti.
Neprovádějte svářečské práce na uzavřených zásobnících nebo potrubních rozvodech, ve kterých by mohly být zbytky hořlavého obsahu (olej,
palivo, plyn...). Tyto je nutno napřed vyprázdnit a důkladně vyčistit.
Při broušení pracujte vždy na odvrácené straně od tohoto přístroje a od hořlavých materiálů.
LAHVE S OCHRANNÝM PLYNEM
Plyn unikající z tlakové láhve může ve vysoké koncentraci způsobit smrt udušením (prostor řádně větrejte).
Bezpečnostní transport : uzavřte plynové lahve a vypněte svařovací zdroj. Plynové lahve musí stát vždy svisle a musí být zajištěny
proti převržení.
Pokud se nesvařuje, uzavřete ventil na lahvi. Dejte pozor na kolisání teploty a sluneční záření.
Chraňte tlakové lahve před vysokými teplotami, struskou, otevřeným plamenem, jiskrami a elektrickým obloukem.
Udržujte tlakové lahve v dostatečné vzdálenosti od svařovacích vedení či jiných elektrických obvodů, a nikdy nesvařujte na lahve pod tlakem.
Při otevírání ventilu na tlakové lahvi odvraťte obličej od vývodu plynu a zajistit, že použivaný plyn je vhodný pro svařovací proces.
ÚRAZ ELEKTRICKÝM PROUDEM
Svařovací agregát smí být připojen pouze k uzemněné elektrické napájecí síti. Jako jisticí prvky používejte pouze doporučený typ
pojistek.
Použivání svařovacího zařízení může být nebezpečné a může způsobit vážná zranění, za určitých okolností i smrtelná.
Nedotýkejte se žádných dílů v přístroji nebo na něm (hořáky, klešti, obvody, elektrody), které jsou pod napětím.
Před demontáží krytů odpojte zařízení od sítě. Po odpojení sítě vyčkejte asi 2 minuty, aby se mohly vybít kondenzátory.
Nikdy se nedotýkejte současně hořáku a zemnicí svorky.
Poškozené kabely a hořák smí vyměňovat pouze kvalikovaný a vyškolený personál. Dimenzovat průrez kabelů podle aplikace. Noste vždy suchý
ochranný oděv. Vždycky noste izolační boty.
INSTALACE CÍVKY A PODÁVÁNÍ DRÁTU
Izolace obsluhy od svařovacího oblouku pomocí svařovacího napětí!
Ne všechny aktivní části obvodu svařovacího proudu mohou být chráněny před přímým kontaktem. Svářeč se tedy musí chovat podle bezpečnostních
pravidel, aby tato rizika minimalizoval. I kontakt s nízkým napětím může překvapit a způsobit tak nehodu.
• Používejte suché a nepoškozené ochranné pomůcky (obuv s kaučukovými podrážkami/svářečské ochranné rukavice z kůže bez nýtů nebo sponek)!
• Vyvarujte se přímého kontaktu s neizolovanými připojovacími konektory nebo zástrčkami!
• Svařovací hořák nebo držák elektrody vždy umísťujte na izolovanou podložku!
Riziko popálení při připojení svařovacího proudu!
Pokud připojení svařovacího proudu není správně zajištěno, mohou se připojení a kabely zahřát a při kontaktu způsobit popálení.
• Každý den zkontrolujte připojení svařovacího proudu a v případě potřeby ho uzavřete otočením doprava.
KLASIFIKACE PŘÍSTROJE PODLE ELEKTROMAGNETICKÉ KOMPATIBILITY
Přístroje patří třídě A a nejsou určeny k použití v obytných oblastech, ve kterých je elektrická energie odebírána z veřejné
sítě, dodávající nízké napětí. Při zajišťování elektromagnetické kompatibility u přístrojů třídy A může v těchto oblastech dojít k
problémům, jak z důvodu spojených s vodiči, tak i k problémům z důvodu vzniku rušivých signálů.
Zařízení odpovídá směrnici CEI 61000-3-12.
Toto zařízení je v souladu s normou IEC 61000-3-11 pokud jeho sít’ová impedance je nížší jak maximální hodnota Zmax =0.349
Ohms.
ELEKTROMAGNETICKÁ POLE
Průchod elektrického proudu v některých vodivých částech způsobuje vznik lokalizovaných elektromagnetických polí (EMF).
Svařovací proud způsobuje elektromagnetickou poli v okolí svařovacího obvodu.

11
AUTOPULSE 320-T3
CZ
Elektromagnetická pole mohou ovlivňovat činnost některých zdravotních zařízení (např. pacemakerů, respirátorů, kovových protéz apod.) Proto je
třeba přijmout náležitá ochranná opatření vůči nositelům těchto zařízení. Například zakázat jejich přístup do prostoru použití svařovacího přístroje.
Obsluha musí používat následující postupy, aby snížila expozici vůči elektromagnetickým polím:
• Připevnit oba svařovací kabely společně co nejblíže;
• Udržovat hlavu a trup co nejdále od svařovacího obvodu;
• Nikdy si neovíjet svařovací kabely kolem těla;
• Nesvařovat s tělem nacházejícím se uprostřed svařovacího obvodu. Udržovat oba kabely na stejné straně těla;
• Připojit zemnicí kabel svařovacího proudu k dílu určenému ke svařování, co nejblíže k realizovanému spoji;
• Nesvařovat v blízkosti svařovacího přístroje ani na něm nesedět a neopírat se o něj;
• Nesvařovat při transportu svařovacího přístroje.
Osoby s kardiostimulátorem by neměly pracovat se zařízením bez souhlasu lékaře.
Elektromagnetická pole mohou způsobit škody na zdraví, které nejsou dosud známé.
DOPORUČENÍ TÝKAJÍCÍ SE POSOUZENÍ SVAŘOVACÍHO PROSTORU A SVAŘOVACÍHO PRACOVIŠTĚ
Obecně
Uživatel odpovídá za správné používání svařovacího agregátu a správný výběr materiálu, v souladu s údaji výrobce. Pokud se objeví elektromagnetické
rušení, pak uživatel, s pomocí výrobce, odpovídá za nalezení správného řešení. V mnoha případech postačí svařovací pracoviště řádně uzemnit. V
některých případech bude nutné elektromagneticky odstínit svařovací zdroj. Každopádně je nutné snížit úroveň elektromagnetického rušení na co
nejnižší hodnotu.
Posouzení svařovacího prostoru
Před instalací svářečky musí uživatel zohlednit potenciální elektromagnetické problémy okolí musí vzít v úvahu následující body:
a) Síťové, řídicí, signální a telekomunikační vodiče;
b) Rádia a televizní přijímače;
c) Počítače a jiná řídicí zařízení;
d) Bezpečnostní zařízení;
e) Zdraví osob v okolí, především pak osob s kardiostimulátory nebo naslouchadly;
f) Kalibrační a měřicí zařízení;
g) Odolnost proti rušení jiných zařízení v okolí.
Uživatel musí zajistit, aby ostatní přístroje používané v místnosti byly kompatibilní. To si mùže vyžádat další ochranná opatření ;
h. Denní doba, ve které musejí být prováděny svářečské práce.
Velikost prostoru, který je v těchto případech zapotřebí brát v úvahu, závisí na konstrukci budovy a ostatních činnostech,
které zde budou provozovány. Hranice tohoto prostoru mohou zasahovat i mimo území podniku.
Kontrola svařovacího agregátu
Kromě kontroly svařovacího místa je možno kontrolou svařovacího agregátu vyřešit řadu dalších problémů. Kontrola by měla být prováděna podle čl.
10 normy IEC/CISPR 11:2009. Účinnost opatření na snížení rizika lze také potvrdit měřením na místě.
DOPORUČENÍ OHLEDNĚ METOD KE SNÍŽENÍ EMITOVANÝCH RUŠIVÝCH ELEKTROMAGNETICKÝCH POLÍ
a. Veřejná elektrická napájecí síť : svařovací agregát pro svařování elektrickým obloukem musí být připojen na veřejnou elektrickou napájecí
síť podle pokynů výrobce. V případě, že se vyskytne rušení rozhlasového příjmu, je nutné provést další odrušovací opatření, jakým může být ltrace
hlavního napájecího přívodu Přívodní kabel je zapotřebí kvůli odstínění uložit do kovového kanálu, nebo podobného zakrytování. Toto elektrické
odstínění se musí provést po celé délce kabelu. je třeba zapojit odstínění do zdroje svařovacího proudu pro zajištění dobrého elektrického kontaktu
mezi kovovou trubkou a krytem zdroje.
b. Údržba přístroje a příslušenství: agregát pro obloukové svařování by měl procházet pravidelnou údržbou podle pokynů výrobce. Pokud je
zařízení v provozu, musí být všechna přístupová dvířka uzavřena a krytky náležitě upevněny na svých místech. Na zařízení se nesmí provádět žádné
změny s výjimkou změn a seřízení uvedených v pokynech výrobce. Údržba a seřizování podle doporučení výrobce se týká zejména dráhy oblouku a
prvků pro jeho stabilizaci.
c. Svařovací kabely : Použit co nejkratší svařovací kabely a vést kabely pohromadě u podlahy.
d. Potenciálové vyrovnání : všechny kovové díly svařovacího pracoviště by měly být pospojovány a stát se součástí systému ekvipotenciálního
vyrovnání. Přesto i v takovém případě existuje nebezpečí úrazu elektrickým proudem, pokud se dotkneme současně elektrody a kovového dílce.
Uživatel musí být izolován od takových kovových předmětů.
e. Uzemnění obrobku : V případech, kdy není obrobek z důvodů elektrické bezpečnosti připojený na uzemnění, nebo kdy není uzemněný z důvodů
svých rozměrů či polohy, což je případ lodních trupů, anebo ocelových konstrukcí budov, může připojení obrobku na uzemnění v některých, avšak ne
ve všech případech, snížit hladinu vyzařovaného rušení. Zde je však zapotřebí postupovat opatrně, aby se uzemněním obrobku nezvýšilo riziko úrazu
obsluhy, anebo riziko poškození jiných elektrických zařízení. Pokud je uzemnění zapotřebí, lze uzemnit obrobek přímým připojením na zemnicí vodič.
Spojení se zemí lze ve státech, kde není přímé připojení na zemnicí vodič dovoleno, docílit pomocí vhodného kondenzátoru, jehož kapacita
odpovídá příslušným národním předpisům.
f. Ochrana a fyzické oddělení : úroveň rušení je možno snížit také odstíněním dalších zařízení v okolí, nebo celé svařovací soupravy. V případech
specických aplikací lze odstínit celé svařovací sestavy.
TRANSPORT
Přístroj není určen k manipulaci pomocí jeřábu nebo k zavěšení.
Při přesunu nikdy nevlečte přístroj uchopením za hořák nebo kabely. Přístroj smí být transportován pouze ve svislé poloze.
Netransportujte zařízení nad osobami nebo věcmi.
Pokud jsou ke svařovacímu agregátu připojeny plynové láhve, nesmíte s ním za žádných okolností pohybovat. Bezpodmínečně dodržujte pokyny
příslušných platných směrnic pro přepravu svařovacích zařízení a plynových lahví.
Před přesunem přístroje je vhodné odmontovat svařovací drát.

12
AUTOPULSE 320-T3
CZ
INSTALACE PŘÍSTROJE
• Přístroj stavte na podklad s náklonem do maximálního úhlu 10°.
• Dbejte na dosatečný prostor kolem svařovacího zdroje pro dobré větrání a přístup k ovládacím prvkům.
• Nepouživejte zarízení v prostorách, ve kterých se nachází kovové prachové částečky, které by mohly být vodivé.
• Chraňte přístroj před deštěm a přímým slunečním zářením.
• Přístroj má krytí IP21, a to znamená, že:
- je chráněn před průnikem cizích těles průměru > 12,5mm
- je chráněn před účinky stříkající vody
• Vedení napájení, svařovacího proudu, svazky hadic svařovacích hořáků a svazky propojovacích hadic úplně odviňte.
Výrobce neručí za zranění nebo věcné škody způsobené neodbornou manipulací s tímto přístrojem.
Bludné svařovací proudy mohou poškodit ochranné vodiče, přístroje a elektrická zařízení, způsobit přehřívání součástí a následně
vyvolat požár.
• Vždy pamatujte na pevné upevnění všech vodičů svařovacího proudu a jejich pravidelnou kontrolu!
• Pamatujte na elektricky správné a pevné připojení obrobku!
• Všechny elektricky vodivé součásti proudového zdroje, jako jsou kryty, vozíky, jeřábové rámy apod. instalujte,
upevněte nebo zavěste tak, aby byly elektricky izolované!
• Nepokládejte na proudové zdroje, vozíky, jeřábové rámy apod. elektrické provozní prostředky, jako jsou
vrtačky, úhlové brusky apod., bez elektrické izolace!
• Odkládejte svařovací hořáky a držáky elektrod pokud je nepoužíváte vždy tak, aby byly elektricky izolované!
ÚDRŽBA / POKYNY
• Údržbu smí provádět pouze kvalikovaný personál. Doporučujeme provádět roční údržbu.
• Vypněte zařízení, odpojte je od napájecí sítě a vyčkejte 2 minuty před zahájením práce na zdroji. V zařízení je velmi vysoké
napětí, které je nebezpečné.
• Je nutné provádět pravidelnou udržbu vyčistějící uvnitř zařízení tlakovým vzduchem. Nechejte provádět kvalikovaným personálem pravidelné
kontroly elektrických spojení s izolovaným nástrojem.
• Pravidelně kontrolujte stav síťového připojovacího vedení. Je-li napájecí kabel poškozen, musí být vyměněn výrobcem, jeho servisem nebo
kvalikovanou osobou, aby se zamezilo vzniku ohrožení.
• Neuzavírejte ventilační otvory zařízení, musí být zajištěna cirkulace vzduchu.
• Nepoužívejte přístroj pro čištění trubek, nabíjení akumulátorů nebo rozběh motorů.
MONTÁŽ - POUŽITÍ VÝROBKU
Instalaci smí provádět pouze zkušený personál pověřený výrobcem. Během instalace se ujistěte, že je generátor odpojen od sítě.
Pro dosažení optimálního nastavení produktu se doporučuje používat svařovací kabely dodávané se zařízením.
POPIS
AUTOPULSE je poloautomatický „synergický“ ventilovaný svařovací přístroj pro svařování (MIG nebo MAG). Doporučuje se pro
svařování oceli, nerezu a hliníku, a tvrdé pájení Nastavení je snadné a rychlé díky integrovanému „synergickému“ režimu.
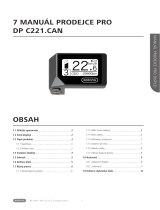
POPIS ZAŘÍZENÍ (OBR. 1)
1- Kabelová průchodka (sít'ový kabel) 9- Přepínač plyn-odvzdušnění, posuv drátu
2- Měnič Zapnutí/Vypnutí 10- USB konektor
3- Plynový konektor T1/PP 11- HMI
4- Plynový konektor T2/SPG* 12- Konektor Push Pull
5- Plynový konektor T3 13- Konektor Spool Gun (SPG*)
6- Držák láhví 14- Konektor Texas (-)
7- Držák cívky 1, 2 a 3 15- Konektor Euro T1 nebo PP
8- Motorový naviják 16- Konektor Euro T2 nebo SPG*
17- Konektor Euro T3
*nedostupný u modelu 208/240 V

13
AUTOPULSE 320-T3
CZ
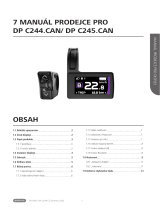
ROZHRÁNÍ ČLOVĚK-STROJ (HMI)
2 3
1
1- Přístupová tlačítka k různým nabídkám a nastavením
2- Ovládací kolečko levé obrazovky
3- Ovládací kolečko pravé obrazovky
NAPÁJENÍ, UVEDENÍ DO CHODU
• Model 400 V je dodáván se zástrčkou 16 A typu EN 60309-1 a smí se používat pouze na třifázové elektrické instalaci 400 V (50 - 60 Hz) čtyřmi dráty
s nulovým uzemněným vodičem.
• Model 208/240 V je dodáván bez zástrčky a měl by být používán pouze na třifázové elektrické instalaci 208-240V (50-60 Hz) čtyřmi dráty s
uzemněným nulovým vodičem.
Absorbovaný efektivní proud (I1eff) je zobrazen na stroji pro maximální podmínky použití. Zkontrolujte, zda je napájení a jeho ochrana (pojistka a/
nebo jistič) kompatibilní s proudem potřebným k použití. V některých zemích může být nutné vyměnit zástrčku, aby bylo možné použití za maximálních
podmínek.
• Model 400V je navržen pro provoz s elektrickým napětím 400V +/- 15%. Ochrana je zajištěna, pokud je napájecí napětí menší než 330 Veff nebo
vyšší než 490 Veff.. (na displeji se objeví chybový kód).
• Model 208/240V je navržen pro provoz s elektrickým napětím 220V -15% +20%. Ochrana je zajištěna, pokud je napájecí napětí menší než 185 Veff
nebo vyšší než 270 Veff.. (na displeji se objeví chybový kód).
• Zapnutí se provádí otočením vypínače (2 - OBR. 1) do polohy I, zastavení se naopak provádí otočením do polohy 0. Pozor! Nikdy nepřerušujte
napájení při zatížení svařovacího zdroje.
PŘIPOJENÍ NA GENERÁTOR
AUTOPULSE může pracovat s generátory, pokud pomocný výkon odpovídá následujícím požadavkům :
- Pro model 400 V : Napětí musí být střídavé, s efektivní hodnotou 400V +/-15%, špičkové napětí pod 700 V,
- Pro model 208/240 V : Napětí musí být střídavé, s efektivní hodnotou 220V +/-15%, špičkové napětí pod 375 V,
- La fréquence doit être comprise entre 50 et 60 Hz.
Je nezbytné překontrolovat tyto předpoklady z tohoto důvodu, že v mnoha případech generátory mohou dodávat špičkové napětí, které mohou
poškodit svařovací zdroj.
POUŽÍTÍ PRODLUŽOVACÍHO KABELU
Prodlužovací kabel musí mít velikost a průrez v souladu s napětím zařízení.
Použit prodlužovací kabel v souladu s pokyny národních norem.
Napětí napájení Dělka a průrez prodlužovacího kabelu (<45m)
400 V 2.5 mm²
208/240V 4 mm² (AWG 12)
POLOAUTOMATICKÉ SVAŘOVÁNÍ OCELI / NEREZI (REŽIM MAG)
Autopulse může svářet s dráty z oceli a ušlechtilé oceli s průměrem 0,6/0,8 a 1,0 (obr. III - A).
Zařízení je přednastaveno ve výrobním závodě pro provoz s drátem z oceli nebo ušlechtilé oceli s Ø 1,0 mm.. Kontaktní trubička, vedení hnací kladky
a vodicí pouzdro hořáku jsou nastaveny pro tento provoz.
Svařování ocele a nerezové ocele vyžaduje specickou plynnou směs (Ar + CO2). Množství CO2 se liší podle aplikace. Pro nerezevé ocele, použit
směs s 2% CO2. Při použití čistého CO2, je nutno připojit na lahvě zařízení určeno pro ohřátí plynu. Zeptejte se svého prodejce plynu na doporučení
o potřebném plynu. Správné průtočné množství plynu u oceli činí 8 až 15 l/min. vždy podle prostředí. Synergie v pulzním režimu jsou optimalizovány
pro průtok plynu mezi 12 a 15 litry/minuta.
K měření průtoku plynu na výstupu hořáku se doporučuje použít volitelný průtokoměr (viz. 053939).
POLOAUTOMATICKÉ SVAŘOVÁNÍ HLINÍKU (REŽIM MIG)
AUTOPULSE může svařovat hliníkové dráty od Ø 0,8 do 1,2 mm (II-B).
Použití na hliník vyžaduje speciální čistý argonový plyn (Ar). Při výběru plynu požádejte o radu distributora plynu. Průtok plynu při použití na hliník
je mezi 15 a 20 l/min v závislosti na prostředí a zkušenostech svářeče. Synergie v pulzním režimu jsou optimalizovány pro průtok plynu mezi 12 a
15 litry/minuta.
Významné rozdíly v seřízení stroje mezi ocelí a hliníkem jsou mimo jiné:
- Použití specické kladky vedení drátu pro hliníkový drát.
- Na přítlačné válečky navijáku vyvíjejte minimální tlak, aby nedošlo k rozdrcení drátu.
- Použít kapilární špičku (určenou k vedení drátu mezi válci navijáku a konektoru EURO) používejte pouze pro svařování oceli/nerezové oceli (II-B).
- Použíjte speciální hořák pro hliník. Tento hliníkový hořák má teonovou trysku, která snižuje tření. NEŘEZEJTE trysku na okraji spoje ! Tato tryska
se používá k vedení drátu z cívky.
- Kontaktní špička: použijte speciální hliníkovou kontaktní špičku odpovídající průměru drátu.

14
AUTOPULSE 320-T3
CZ
Při použití červené nebo modré trysky (svařování hliníku) se doporučuje použití příslušenství 90950 (II-C). Tato
tryska z nerezové oceli zlepšuje centrování pouzdra a usnadňuje průtok drátu.
Video
POLOAUTOMATICKÉ SVÁŘOVÁNÍ CUSI A CUAL (REŽIM PÁJENÍ)
AUTOPULSE může svařovat pomocí drátů CuSi a CuAl od Ø 0,8 do 1,0 mm.
Stejně jako u oceli musí být nasazena kapilární špička a musí být použit hořák s ocelovým pláštěm. V případě pájení musí být použit čistý argon
(Ar). Je také možné použít uhlíkovou trysku bez kapilární špičky jako pro hliník.
MONTÁŽ KLADEK POSUVU DRÁTU A SVAŘOVACÍ HOŘÁK (OBR. 3)
• Vyjměte trysku (III-F) a kontaktní špičku (III-E) z hořáku.
• Otevřete poklop stanice.
III-A :
• Umístěte cívku na její podporu :
- Vezměte v úvahu hnací čep držáku cívky. Chcete-li namontovat cívku 200 mm, dotáhněte držák cívky na maximum.
• Upravte brzdu (III-2), abyste při zastavení zabránili zamotání drátu setrvačností cívky. Obecně řečeno, příliš je neutahujte, mohlo by to způsobit
přehřátí motoru a problém s odvíjením drátu.
III-B :
• Namontujte hnací kladky vhodné pro vaše použití. Dodávané válce jsou ocelové dvojité s dvojitou podávací kladkou (0,8 / 1,0) a hliníkové (1,0 / 1,2).
• Zkontrolujte nápis na válci a ověřte, zda jsou válce vhodné pro průměr a materiál drátu (u drátu
Ø 1,2 použijte kladku Ø 1,2).
• Pro ocelové a jiné tvrdé dráty používejte válečky s drážkou do V.
• Pro hliníkové dráty a jiné slitinové dráty používejte pružné válečky s drážkou do U.
: nápis viditelný na válci (příklad: 1,2 VT)
: kladka, která má být použita
III-C :
Chcete-li změnit drát, postupujte takto :
• Uvolněte kolečka na maximum(III-4) a spusťte je, vložte drát, zavřete naviják drátu a kolečka utáhněte, jak je uvedeno.
• Aktivujte motor stisknutím spínače hořáku nebo přepínače (I-9) do polohy pro výměnu drátu.
• Vytáhněte drát z hořáku asi o 5 cm a na konec hořáku vložte kontaktní špičku vhodnou pro použitý drát (III-E) a trysku (III-F).
Poznámky:
• Příliš úzká tryska může způsobit problémy s odvíjením drátu a přehřátím motoru.
• Konektor hořáku musí být také dobře utažený, aby nedošlo k jeho přehřátí.
• Zkontrolujte, zda se ani drát ani cívka nedotýkají mechaniky zařízení, v opačném případě hrozí zkrat.
PŘIPOJENÍ PLYNU
• Správný redukční ventil namontujte na plynové lahve. Použijte plynovou hadici dodávanou se zařízením. asaďte 2 upevňovací svorky, aby nedo-
cházelo k únikům.
• Ujistěte se, že je plynová láhev bezpečně zajištěna, že je řetěz připojen k generátoru.
• Upravte průtok plynu pomocí nastavovacího kolečka umístěného na redukčním ventilu.
Pozn.: pro usnadnění nastavení průtoku plynu aktivujte válce stisknutím spouště hořáku (povolte kolečko na navijáku, abyste zabránili doplňování
drátu). Maximální tlak plynu: 0,5 MPa (5 barů).
OBECNÁ ORGANIZACE ROZHRANÍ
1
Nastavení parametrů
:
• Informace: zde se shromažďují veškeré informace o produktu (Model, S / N….)
• Parametry: zde se shromažďují pokročilé parametry produktu (režim zobrazení, název
zařízení, jazyk ...).
• Kalibrace: umožňuje zahájit kalibraci rychlosti navijáků.
• Přenosnost: umožňuje načtení nebo stažení JOBS uživatelů a konguraci stroje z USB
klíče.
• Sledovatelnost: umožňuje začít ukládat všechny svary a exportovat je na USB klíč (režim
Expert/Pokročilý).

15
AUTOPULSE 320-T3
CZ
2
Proces: odpovídá rozhraní probíhajícího svařovacího procesu :
1
Procesní parametr: umožňuje nastavení procesu, do různých
2
Do různých oken nastavení,
3
JOB : umožňuje přístup k různým režimům vyvolání JOBu.
1 2 3
3
Procesní parametry: odpovídají oknu parametrů procesu :
• MIG-MAG: Spojení materiálu/plynu (Parametry synergického svařování), průměr drátu,
svařovací proces (Ruční, Dynamický STD atd.), režim spouště.
Energie: kongurace režimu energie, vyvinuté pro svařování s energetickou kontrolou
WPQR (viz kapitola „REŽIM ENERGIE“).
4
: odpovídá oknu vyvolaných režimů programu :
• JOB : vytvoření, uložení, odstranění a vyvolání JOB.
• QUICKLOAD : vyvolání JOB na spoušti při sváření.
POLO-AUTOMATICKÉ SVAŘOVÁNÍ (MIG/MAG REŽIM)
PARAMETRY MIG/MAG PROCESU
Parametry Označení Nastavení Manuál
"Dynamic STD
(Standard)"
Pulzní Rady
Dvojice materiál/
plyn
• Fe Ar CO2 18%
• Al Mg 5 Ar 100%
• HARDFACE Metal
• etc
Volba svařovaného materiálu.
Synergické parametry svařování
Průměr drátu
Volby průměr drátu
Svařovací proces
• Ruční
• Dynamic STD
• Pulz
• Studený Pulz
ModulArc OFF - ON
Aktivuje nebo neaktivuje modulaci svařovacího
proudu (vzhled svaru TIG)
Chování spouště 2T, 4T Volba režimu řízení svařování na spoušti.
Režim bodování
Spot, intervalové
sváření
Volba režimu bodování

16
AUTOPULSE 320-T3
CZ
Nastavení
Tloušťka
Rychlost
Proud
Volba hlavního parametru k zobrazení (tloušťka
svařovaného dílu, rychlost drátu, průměrný
svařovací proud).
Energie
Hold
Koef. Tepelný
Viz kapitola „REŽIM ENERGIE“ na následujících
stránkách.
MIG-MAG SVAŘOVÁNÍ
• Manuál MIG-MAG
Parametry Označení Nastavení Popis a rady
Rychlost drátu
0.5 - 20 m/min
Množství naneseného výplňového kovu a nepřímo intenzita svařování.
Napětí 10 - Umax Reguluje svařovací výkon
Tlumivka -4 > +4 Více či méně vyhladí svařovací proud. Nastavuje se podle polohy svařování.
Předuk 0 - 25 sec.
Čas na propláchnutí hořáku a vytvoření plynové ochrany před vytvořením
oblouku.
Dofuk 0 - 25 sec.
Doba trvání plynové ochrany po zhasnutí oblouku. Chrání součástky i elektrodu
před oxidací.
I Start -4 > +4 Umožňuje upravit počáteční proud
Rychlost podávání 50 - 200 % Rychlost drátu před vytvořením oblouku
Napětí podávání 10-100 % Počáteční napětí při vytvoření oblouku
Hot Start 10-250 % Rychlost Hot Start
Hot Start 10-250 % Napětí Hot Start
Hot Start 0-10 secs. Délka Hot start (lze ovládat pomocí spouště v režimu 4T)
Crater ller 10-100 % Ložisková rychlost na konci svařování
Crater ller 10-100% Ložiskové napětí na konci svařování
Crater ller 0-10 sek. Ložisková doba na konci svařování (lze ovládat pomocí spouště v režimu 4T)
Burn Back -4 > +4 Řezací proud drátu
Přístup k určitým svařovacím parametrům závisí na zvoleném režimu zobrazení: Nastavení/režim zobrazení: Easy, Expert, Pokročilý.
• MIG-MAG Standard (Dynamic STD)
Standardní režim umožňuje vysoce kvalitní svařování většiny železných materiálů, jako je ocel, nerezová ocel, ale také měď a její slitiny, titan...
Velké množství možností kontroly plynu a proudu vám umožní ideální zvládnutí vaší svařovací operace, od vytvoření oblouku po konečné ochlazení
svarového spoje.
Parametry Označení Nastavení Popis a rady
Tloušt’ka. 0.1 - Sp. max
Synergie umožňuje plně automatickou konguraci. Podle tloušťky svařovaného materiálu
se automaticky nastavuje napětí a odpovídající rychlost drátu.

17
AUTOPULSE 320-T3
CZ
Rychlost
0.5 - 20 m/min
Množství naneseného výplňového kovu a nepřímo intenzita svařování.
Proud 15 - Imax
Svařovací proud se nastavuje v závislosti na druhu použitého drátu a materiálu, který má
být svařován.
Délka oblouku -6 > +6 Umožňuje nastavit vzdálenost mezi koncem drátu a svarovou lázní (nastavení napětí).
Tlumivka -4 > +4 Více či méně vyhladí svařovací proud. Nastavuje se podle polohy svařování.
Předuk 0 - 25 secs. Čas na propláchnutí hořáku a vytvoření plynové ochrany před vytvořením oblouku.
Rychlost podávání 50 - 200 %
Progresivní rychlost posunu drátu. Před vytvořením oblouku dojde ke zpomalení posunu
drátu pro vytvoření prvního kontaktu, aby nedošlo k přichycení.
Hot Start
50 - 200 %
Při Hot Startu dojde k navýšení proudu generovaného při svařování, aby se zabránilo
přilepení drátu k svařované součásti Nastavuje se podle intenzity (% svařovacího proudu) a
podle času (sekundy).
0 - 5 sek.
Crater Filler 50 - 100 %
Tento zbytkový proud je jednou z fází po dokončení fáze poklesu. Nastavuje se podle inten-
zity (% svařovacího proudu) a podle času (sekundy).
Dofuk
0 - 25 sek.
Doba trvání plynové ochrany po zhasnutí oblouku. Chrání součástky i elektrodu před oxi-
dací.
Přístup k určitým svařovacím parametrům závisí na zvoleném režimu zobrazení: Nastavení/režim zobrazení: Easy, Expert, Pokročilý.
• Pulzní MIG-MAG
Princip spočívá v tom, že svařovací proud pulzuje s vysokou intenzitou, aby se drát změnil na jemné kapky dřív, než se dostane do kontaktu s obro-
bkem. Frekvence kapek a rozptýlená energie jsou dokonale kontrolovány. To pomáhá regulovat teplotu svarové lázně a vylepšovat vzhled svarových
spojů při současném vyloučení výčnělků a zlepšení penetrace.
Pulzní svařování je vhodné pro svařování lehkých slitin a nerezových ocelí. U uhlíkových ocelí je pulzace na místě pouze v případě dalších omezení
jako; silná penetrace nebo eliminace povrchové úpravy. Kromě toho pulz usnadňuje polohové svařování.
• Modul pulzního oblouku
Režim pulzního svařování je vhodný pro tvorbu svar svisle nahoru (PF). Impulzním svařováním je možné udržovat chladnou tavnou lázně zlepšující
přechod materiálu. Bez režimu pulzního svařování vyžaduje svar svisle nahoru obtížný trojúhelníkový pohyb. Díky režimu pulzního svařování již není
nutné tento pohyb provádět, v závislosti na tloušťce svařovaných dílů může postačovat přímý pohyb nahoru. Pokud však chcete zvětšit šířku svaru,
postačí jednoduchý pohyb do strany podobný klasickému svařování. V takovém případě můžete upravit frekvenci pulzního proudu na obrazovce. Tento
proces tak nabízí větší kontrolu nad vertikálním svařováním.
Parametry Označení Nastavení Popis a rady
Tloušt'ka. 0.1 - Ep. max
Synergie umožňuje plně automatickou konguraci. Podle tloušťky se automaticky nasta-
vuje napětí a odpovídající rychlost drátu.
Rychlost
0.5 - 20 m/min
Množství naneseného výplňového kovu a nepřímo intenzita svařování.
Proud 15 - Imax Svařovací proud.
Délka oblouku -6 > +6 Umožňuje nastavit vzdálenost mezi koncem drátu a svarovou lázní (nastavení napětí).
Tlumivka -4 > +4 Více či méně vyhladí svařovací proud. Nastavuje se podle polohy svařování.
Předuk 0 - 25 sek. Čas na propláchnutí hořáku a vytvoření plynové ochrany před vytvořením oblouku.
Rychlost podávání 50 - 200 %
Progresivní rychlost posunu drátu. Před vytvořením oblouku dojde ke zpomalení posunu
drátu pro vytvoření prvního kontaktu, aby nedošlo k přichycení.
Soft Start 0 - 2 sec.
Progresivní nárůst proudu. Aby se zabránilo náhlým vznikům oblouku, proud je mezi
prvním kontaktem a svařováním řízen.
Hot Start
50 - 200 %
Při Hot Startu dojde k navýšení proudu generovaného při svařování, aby se zabrá-
nilo přilepení drátu k svařované součásti Nastavuje se podle intenzity (% svařovacího
proudu) a podle času (sekundy).
0 - 5 sek.
Naběh proudui 0 - 2 sek. Fáze narůstu proudu

18
AUTOPULSE 320-T3
CZ
Studený proud 50 - 100 % Druhý svařovací proud zvaný „studený“
Modulo ARC ON
Pulzní frekvence 0.1 - 3 Hz Frekvence pulzů
Pracovní cyklus 20 - 80 %
V pulzním režimu se upravuje čas horkého proudu relativně k času studeného
proudu.
Doběh proudu 0 - 2 sec. Fáze poklesu proudu.
Crater ller 50 - 100 %
Tento zbytkový proud je jednou z fází po dokončení fáze poklesu. Nastavuje se podle
intenzity (% svařovacího proudu) a podle času (sekundy).
Dofuk 0 - 25 sec.
Doba trvání plynové ochrany po zhasnutí oblouku. Chrání součástky i elektrodu před
oxidací.
Přístup k určitým svařovacím parametrům závisí na zvoleném režimu zobrazení: Nastavení/režim zobrazení: Easy, Expert, Pokročilý.
BODOVÉ SVAŘOVÁNÍ (( Ruční nebo standardní (Dynamic STD))
• SPOT
Tento svařovací režim umožňuje předmontování dílů před svařováním. Bodování může být ruční pomocí spouště nebo načasované na
předdenovanou dobu. Toto nastavení umožňuje lepší opakovatelnost a dosažení neoxidovaného svarového bodu (přístupné v rozšířené nabídce).
Parametry Označení Nastavení Popis a rady
Rychlost drátu
0.5 - 20 m/min
Množství naneseného výplňového kovu a nepřímo intenzita svařování.
Napětí 10 - Umax Reguluje svařovací výkon
Tlumivka -4 > +4 Více či méně vyhladí svařovací proud. Nastavuje se podle polohy svařování.
Bodování 0.1 - 10 sec. Denovaná doba trvání.
Předuk 0 - 25 sek. Čas na propláchnutí hořáku a vytvoření plynové ochrany před vytvořením oblouku.
Dofuk 0 - 25 sek.
Doba trvání plynové ochrany po zhasnutí oblouku. Chrání součástky i elektrodu před
oxidací.
Tloušt'ka. 0.1 - Sp. max
Synergie umožňuje plně automatickou konguraci. Podle tloušťky se automaticky
nastavuje napětí a odpovídající rychlost drátu.
Standard
pouze
Délka oblouku -6 > +6
Umožňuje nastavit vzdálenost mezi koncem drátu a svarovou lázní (nastavení
napětí).
Proud 15 - Imax
Svařovací proud se nastavuje v závislosti na druhu použitého drátu a materiálu,
který má být svařován.
Přístup k určitým svařovacím parametrům závisí na zvoleném režimu zobrazení: Nastavení/režim zobrazení: Easy, Expert, Pokročilý.
• INTERVALOVÉ SVAŘOVÁNÍ (DELAY)
Je to režim bodování podobný SPOTu, ale kombinuje čas svařování a přerušení denovaný stisknutím spouště.
"Parametry
"
Označení Nastavení Popis a rady
Rychlost drátu
0.5 - 20 m/min
Množství naneseného výplňového kovu a nepřímo intenzita svařování.
Napětí 10 - Umax Reguluje svařovací výkon

19
AUTOPULSE 320-T3
CZ
Bodování 0.1 - 10 sek. Denovaná doba trvání.
Doba mezi 2 body 0.1 - 10 sek.
Doba mezi dokončením jednoho bodu (kromě Dofuku) a zahájením nového bodu (včetně
Předfuku).
Tlumivka -4 > +4 Více či méně vyhladí svařovací proud. Nastavuje se podle polohy svařování.
Předuk 0 - 25 sek. Čas na propláchnutí hořáku a vytvoření plynové ochrany před vytvořením oblouku.
Dofuk 0 - 25 sek.
Doba trvání plynové ochrany po zhasnutí oblouku. Chrání součástky i elektrodu před oxi-
dací.
Tloušt'ka. 0.1 - Sp. max
Synergie umožňuje plně automatickou konguraci. Podle tloušťky se automaticky
nastavuje napětí a odpovídající rychlost drátu.
Standard
soltanto
Délka oblouku -6 > +6
Umožňuje nastavit vzdálenost mezi koncem drátu a svarovou lázní (nastavení
napětí).
Proud 15 - Imax
Svařovací proud se nastavuje v závislosti na druhu použitého drátu a materiálu,
který má být svařován.
Přístup k určitým svařovacím parametrům závisí na zvoleném režimu zobrazení: Nastavení/režim zobrazení: Easy, Expert, Pokročilý.
MIG / MAG SVAŘOVACÍ CYKLY
Standard proces 2T:
Istart
Dstart
I hot start
T hotstart
Gas Pre-Flow
Creep Speed
I blackout
T burn-back
I burn-back
Gas post-Flow
I
Soft-start
T crater Filler
I crater Filler
Stisknutím spouště se spustí předfuk. Když se drát dotkne dílu, pulz zahájí oblouk, pak začne svařovací cyklus. je spoušť uvolněna, odvíjení se zas-
taví a pulz proudu umožní přerušení drátu a následný dofuk. Dokud není dofuk dokončen, umožňuje stisknutí spouště rychlý restart svařování (ruční
řetízkové bodování), aniž by došlo k fázi HotStart. Do cyklu lze přidat HotStart a/nebo Crater ller.

20
AUTOPULSE 320-T3
CZ
Standard proces 4T:
Istart
Dstart
I hot start
T hotstart
I Blackout
T burn-back
I burn-back
Gas post-Flow
4T
4T
Soft-start
I
T crater Filler
I crater Filler
Gas Pre-Flow
Creep Speed
Ve standardu 4T lze dobu předfuku, hotstart a dofuku nebo Crated ller řídit pomocí spouště.
Pulzní proces 2T:
Istart
Dstart
I hot start
T hotstart
T upslope
Gas Pre-Flow
Creep Speed
T downslope
I blackout
T burn-back
I burn-back
Gas post-Flow
I
Soft-start
T crater Filler
I crater Filler
Stisknutím spouště se spustí předfuk. Když se drát dotkne dílu, pulz zahájí oblouk. Poté stroj začne s HotStart, Upslope a nakonec se spustí svařovací
cyklus. Po uvolnění spouště se spustí Downslope, dokud nedosáhne ICrater ller. Potom koncový vrchol přeruší drát a následuje dofuk. Stejně jako v
„Standardním režimu“ má uživatel možnost rychle znovu zahájit svařování během dofuku, aniž by prošel fází HotStart.
/