Stránka sa načítava...

73502_V3_28/04/2022
CZ 2-21 / 22-27 TITAN 400 DC
www.gys.fr

2
TITAN 400 DC CZ
I
+
-
MADE IN FRANCE
JOB
OK
%
I
MMA
PULSE
TIG HF TIG lift
2T 4T
4T
LOG
SPOT TACK PULSE
E. TIG
A
t(s)
%
V
Hz
kJ
A
FREQ.
BAL.
%I
%t
Hz
I
setup
A
3
4
5
2
1
7
9
6
8
10
OBR-2
63 54
1
2
12
7
8
10
9
11
13
14

3
TITAN 400 DC CZ
BEZPEČNOSTNÍ PŘEDPISY
VŠEOBECNÉ POKYNY
Před použítím tohoto zařízení si pozorně přečtěte návod k obsluze.
Neprovádějte na přístroji žádné údržbové práce, ani změny, pokud nejsou výslovně uvedeny v tomto
návodu.
Výrobce neručí za zranění nebo škody vzniklé neodbornou manipulací s tímto přístrojem.
V případě problémů nebo nejistoty, konzultujte správnou instalaci s kvalikovanou osobou.
PRACOVNÍ PROSTŘEDÍ
Toto zařízení se smí používat pouze ke svařování v mezích uvedených na výrobním štítku a nebo v návodu. Bezpodmínečně dodržujte bezpečnostní
pokyny. V případě nesprávného nebo nebezpečného použití, výrobce nemůže nést odpovědnost.
Instalace musí být použita v bezprašné místnosti, žádné kyseliny, žádné hořlavé plyny nebo jiné žíravé látky, ani pro jejich skladování. Dbejte na
dobrou ventilaci při použítí.
Rozsah provozovní teploty:
Použití při teplotách od -10 do +40 °C (+14 až +104 °F).
Při přepravě a skladování -25 až +55°C (-13 až 131°F).
Vlhkost vzduchu :
≥ 50% do teploty 40°C (104°F).
≥ 90% do teploty 20°C (68°F).
Nadmořní výška:
Nadmořská výška do 1000 m (3280 stop).
OSOBNÍ OCHRANNÉ VYBAVENÍ
Použivání svařovacího zařízení může být nebezpečné a může způsobit vážná zranění, za určitých okolností i smrtelná.
Svařování vystavuje lidi nebezpečnému zdroji tepla., světelného záření z oblouku, elektromagnetická pole (pozor na uživatele kardiostimulátorů), riziko
úrazu elektrickým proudem, hluk a výpary.
Abyste dobře chránili sebe i ostatní, dodržujte následující bezpečnostní pokyny:
K ochraně před popáleninami a zářením, noste oblečení bez manžet, izolátorů, suché, nehořlavé a v dobrém stavu, které pokrývají
celé tělo.
Ochrana rukou vhodnými rukavicemi (elektricky izolujícími a chránicimi před horkem).
Chraňte své oči speciální kuklou s dostatečnou ochranou (proměnná dle použítí). Chraňte své očí při operaci čištění. Při těchto
pracích nenoste kontaktní čočky.
Někdy je nutné ohraničit prostory nehořlavými závěsy, které chrání svařovací prostor před obloukem, před stříkajícím a žhnoucím
odpadem.
Informujte osoby v prostoru svařování, aby se nedívaly na paprsky oblouku nebo roztavené části a aby nosily vhodný ochranný
oděv.
Pokud je při svařování překročena povolená hladina hluku, používejte sluchátka s potlačením hluku (platí i pro všechny osoby v
prostoru svařování).).
Nepřibližujte ruce k pohyblivým částem (ventilátor), vlasy, oblečení.
Nikdy neodstraňujte ochrany krytu chladicí jednotky, pokud je zdroj svařovacího proudu pod napětím, výrobce nemůže nést
odpovědnost v případě nehody.
Nově svařené díly jsou horké a při manipulaci mohou způsobit popáleniny. Při údržbě hořáku nebo držáku elektrod, ujistěte se,
že je dostatečně studená, a před jakýmkoli zásahem počkejte alespoň 10 minut. Chladící jednotka má být zapnuta při použítí
vodochlazenýho hořáku, aby kapalina nemohla způsobit popálení.
Před opuštěním pracovního prostoru je důležité jej zabezpečit, aby byly chráněny osoby a majetek..
VÝPARY A PLYNY
Výpary, plyny a prach vznikající při svařování jsou zdraví nebezpečné. Musí být zajištěno dostatečné větrání, někdy je nutný přívod
vzduchu. Pokud nedostačuje větrání, použijte ochrannou dýchací kuklu s přívodem vzduchu.
V případě nejasností, zda dostačuje výkon odsávacího zařízení, porovnejte naměřené emisní hodnoty škodlivin s povolenými
limity.
Upozornění: Svařování v malém prostředí vyžaduje z bezpečnostních důvodů dálkový dohled. Kromě toho může být obzvláště škodlivé pájení některých
materiálů obsahujících olovo, kadmium, zinek nebo rtuť nebo dokonce berylium, před pájením součástky odmastěte.
Lahve lze uskladnit pouze v otevřených nebo dobře větraných prostorech. Mějte na paměti, že plynové láhve smí být pouze ve svislé poloze. Zajistěte
je proti převrhnutí řádným upevněním kpojezdovému vozíku.
Neprovádějte svářecí práce v blízkosti oleje nebo barvy.

4
TITAN 400 DC CZ
NEBEZPEČÍ POŽÁRU A VÝBUCHU
Plně chraňte oblast svařování, hořlavé materiály by se měly nacházet ve vzdálenosti nejméně 11 metrů.
Mějte vždy v pohotovosti vhodný, přezkoušený hasicí přístroj.
Dávejte si pozor na horký materiál nebo jiskry létající i skrz škvíry, mohou být zdrojem požáru nebo výbuchu.
Přemístěte lidi pryč, hořlavé předměty a tlakové nádoby v dostatečně bezpečné vzdálenosti.
Je třeba se vyhnout svařování v uzavřených nádobách nebo trubkách, a pokud jsou otevřené, je třeba je vyprázdnit od hořlavého nebo výbušného
materiálu (oleje, paliva, zbytky plynu...).
Broušení nesmí směřovat ke zdroji svařovacího proudu nebo k hořlavým materiálům.
LAHVE S OCHRANNÝM PLYNEM
Plyn unikající z tlakové láhve může ve vysoké koncentraci způsobit smrt udušením (prostor řádně větrejte).
Transport musí probíhat bezpečně : uzavřete plynové lahve a vypněte svařovací zdroj. Plynové lahve musí stát vždy svisle a musí
být zajištěny proti převržení.
Pokud se nesvařuje, uzavřete ventil na lahvi. Dejte pozor na kolisání teploty a sluneční záření.
Válec nesmí být v kontaktu s plamenem, elektrickým obloukem, hořákem, zemnící svorkou nebo jakýmkoliv jiným zdrojem tepla nebo žhavením.
Udržujte tlakové lahve v dostatečné vzdálenosti od svařovacích vedení či jiných elektrických obvodů, a nikdy nesvařujte lahev pod tlakem.
Při otevírání ventilu válce buďte opatrní, hlava musí být oddálena od šroubení a musí být zajištěno, že použitý plyn je vhodný pro daný svařovací
proces.
ÚRAZ ELEKTRICKÝM PROUDEM
Svařovací agregát smí být připojen pouze k uzemněné elektrické napájecí síti. Jako jisticí prvky používejte pouze doporučený typ
pojistek.
Zásah elektrickým proudem může být zdrojem přímého nebo nepřímého vážného zranění, nebo dokonce smrtící.
Nikdy se nedotýkejte částí pod napětím uvnitř nebo vně zdroje energie (hořáky, svorky, kabely, elektrody), protože jsou připojeny ke svařovacímu
obvodu.
Před otevřením zdroje svařovacího proudu, je třeba jej odpojit od elektrické sítě a počkat 2 minuty, aby se vybily všechny kondenzátory.
Nikdy se nedotýkejte současně hořáku a zemnicí svorky.
Nezapomeňte vyměnit kabely, hořáky, pokud jsou poškozené, kvalikovanými a oprávněnými osobami. Průřez kabelu dimenzujte podle použití. Noste
vždy suchý ochranný oděv. Noste izolovanou obuv, bez ohledu na pracovní prostředí.
KLASIFIKACE PŘÍSTROJE PODLE ELEKTROMAGNETICKÉ KOMPATIBILITY
Přístroje patří třídě A a nejsou určeny k použití v obytných oblastech, ve kterých je elektrická energie odebírána z veřejné sítě,
dodávající nízké napětí. V těchto místech mohou nastat potenciální potíže se zajištěním elektromagnetické kompatibility, kvůli
prováděným narušením, a také vyzařování na rádiové frekvenci.
Toto zařízení není v souladu s IEC 61000-3-12 a je určeno pro přípojení k nízkonapěťové soukromé sítě, napojená na soustavu
vysokého a středního napětí. Pokud je připojen k veřejné síti nízkého napětí, za bezpečnost zařízení odpovídá jeho instalátor
nebo uživatel, během konzultace s provozovatelem distribuční sítě, aby bylo možné zařízení připojit.
ELEKTROMAGNETICKÁ POLE
Průchod elektrického proudu v některých vodivých částech způsobuje vznik lokalizovaných elektromagnetických polí (EMF).
Svařovací proud způsobuje elektromagnetickou poli v okolí svařovacího obvodu.
Elektromagnetická pole mohou rušit některé lékařské implantáty, například kardiostimulátory. Proto je třeba přijmout náležitá ochranná opatření vůči
nositelům těchto zařízení. Například, omezení přístupu pro okolní osoby nebo individuální posouzení rizik pro svářeče.
Všichni svářeči by měli používat následující postupy, aby minimalizovali expozici elektromagnetickým polím ze svařovacího obvodu:
- Umístěte svařovací kabely k sobě - připevněte je sponou, pokud je to možné;
• umístěte se (trup a hlava) co nejdále od svařovacího obvodu
• Dbejte na to, aby se Vám kabel induktoru nezamotal kolem těla
• neumisťujte tělo mezi svařovací kabely. Oba svařovací kabely držte na stejné straně těla
• Klešťovou svorku kostry spojte s obrobkem co možná nejblíže k prostoru svařování
- nepracujte vedle zdroje svařovacího proudu, nesedejte si na něj ani se o něj neopírejte;
• nesvařujte při přenášení zdroje svařovacího proudu nebo podavače drátu
Osoby s kardiostimulátorem by neměly pracovat se zařízením bez souhlasu lékaře.
Elektromagnetická pole mohou způsobit škody na zdraví, které nejsou dosud známé.

5
TITAN 400 DC CZ
DOPORUČENÍ TÝKAJÍCÍ SE POSOUZENÍ SVAŘOVACÍHO PROSTORU A SVAŘOVACÍHO PRACOVIŠTĚ
OBECNÁ OPATŘENÍ
Uživatel odpovídá za správné používání svařovacího agregátu a správný výběr materiálu, v souladu s údaji výrobce. Pokud je zjištěno elektromagnetické
rušení, musí být uživatel obloukového svařovacího zařízení zodpovědný za vyřešení situace s technickou pomocí výrobce. V některých případech, toto
nápravné opatření může být tak jednoduché, jako uzemnění svařovacího obvodu. V ostatních případech, může být nutné vytvořit elektromagnetický
štít kolem zdroje svařovacího proudu a celého obrobku s namontovanými vstupními ltry. Ve všech případech, elektromagnetické rušení by se mělo
snižovat, dokud nepřestane být obtěžující.
Posouzení svařovacího prostoru
Před instalací zařízení pro obloukové svařování, uživatel by měl posoudit možné elektromagnetické problémy v okolí. Je třeba vzít v úvahu následující
skutečnosti:
a) přítomnost výše, pod obloukovým svařovacím zařízením a vedle něj další napájecí kabely, pohon, signalizační a telefonní systémy;
b) rozhlasové a televizní přijímače a vysílače
c) počítače a jiná řídicí zařízení
d) zařízení důležitá z hlediska bezpečnosti, například, ochrana průmyslových zařízení;
e) zdraví dalších osob, například, používání kardiostimulátorů nebo naslouchadel;
f) zařízení používané pro kalibraci nebo měření
g) odolnost ostatních materiálů v životním prostředí
Uživatel musí zajistit, aby ostatní přístroje používané v místnosti byly kompatibilní. To si může vyžádat další ochranná opatření
h) Denní doba, ve které musejí být prováděny svářečské práce.
Velikost prostoru, který je v těchto případech zapotřebí brát v úvahu, závisí na konstrukci budovy a ostatních činnostech,které zde budou provozovány.
Hranice tohoto prostoru mohou zasahovat i mimo území podniku.
Posouzení svařovací instalace
Kromě posouzení oblasti, posouzení zařízení pro obloukové svařování lze využít k identikaci a řešení případů poruch. Posouzení emisí by mělo
zahrnovat měření in situ, jak je uvedeno v článku 10 normy CISPR 11. Účinnost opatření na snížení rizika lze také potvrdit měřením na místě.
DOPORUČENÍ OHLEDNĚ METOD KE SNÍŽENÍ EMITOVANÝCH RUŠIVÝCH ELEKTROMAGNETICKÝCH
POLÍ
a. Veřejná elektrická napájecí síť: Svařovací agregát pro svařování elektrickým obloukem musí být připojen na veřejnou elektrickou napájecí síť
podle pokynů výrobce. Pokud dojde k rušení, mohou být nutná další preventivní opatření, například ltrování veřejné zásobovací sítě. Přívodní kabel
je zapotřebí kvůli odstínění uložit do kovového kanálu, nebo podobného zakrytování. Toto elektrické odstínění se musí provést po celé délce kabelu. je
třeba zapojit odstínění do zdroje svařovacího proudu pro zajištění dobrého elektrického kontaktu mezi kovovou trubkou a krytem zdroje.
b. Údržba zařízení pro obloukové svařování: Obloukové svařovací zařízení by mělo podléhat běžné údržbě podle doporučení výrobce. Všechny
přístupy, servisní dveře a kryty by měly být při používání obloukového svařovacího zařízení zavřené a řádně uzamčené. Obloukové svařovací zařízení
by nemělo být nijak upravováno, s výjimkou úprav a seřízení uvedených v pokynech výrobce. Zejména, rozdělovač oblouku startérů a stabilizátorů
oblouku by měl být seřízen a udržován v souladu s doporučeními výrobce.
c. Svařovací kabely : Kabely by měly být co nejkratší, a umístěné vedle sebe u podlahy nebo na podlaze.
d. Ekvipotenciální vazba : všechny kovové díly svařovacího pracoviště by měly být pospojovány. Nicméně, kovové předměty připojené k obrobku
zvyšují riziko úrazu elektrickým proudem pro obsluhu, pokud se dotkne jak kovových předmětů, tak elektrody. Uživatel musí být izolován od kovových
předmětů.
e. Uzemnění obrobku: Pokud svařovaný obrobek není uzemněn z důvodu elektrické bezpečnosti nebo z důvodu jeho velikosti a umístění, což je
případ, například, trupy lodí nebo ocelové konstrukce budov, uzemnění může v některých případech, ne však vždy, snížit emise. Zde je však zapotřebí
postupovat opatrně, aby se uzemněním obrobku nezvýšilo riziko úrazu obsluhy, anebo riziko poškození jiných elektrických zařízení. V případě nutnosti,
Spojení obrobku se zemí by mělo být provedeno přímo, ale v některých zemích, toto přímé připojení neumožňují, připojení by mělo být provedeno
pomocí vhodného kondenzátoru vybraného podle národních předpisů.
f. Ochrana a stínění : Selektivní ochrana a stínění ostatních kabelů a zařízení v okolí může omezit problémy s rušením. V případech specických
aplikací lze odstínit celé svařovací sestavy.
TRANSPORT
Svařovací agregát je možno pohodlně zvedat dvěma osoby nosnými popruhy za horní stranu přístroje. Nesmíte však podcenit
jeho vlastní hmotnost.
Při přesunu nikdy nevlečte přístroj uchopením za hořák nebo kabely. Přístroj smí být transportován pouze ve svislé poloze.
30° Netransportujte zařízení nad osobami nebo věcmi. Pokud jsou ke svařovacímu agregátu připojeny plynové
láhve, nesmíte s ním za žádných okolností pohybovat. Bezpodmínečně dodržujte pokyny příslušných platných
směrnic pro přepravu svařovacích zařízení a plynových lahví.

6
TITAN 400 DC CZ
INSTALACE, UMÍSTĚNÍ
• Přístroj stavte na podklad s náklonem do maximálního úhlu 10°.
• Dbejte na dostatečný prostor kolem svařovacího zdroje pro dobré větrání a přístup k ovládacím prvkům.
• Nepouživejte zařízení v prostorách, ve kterých se nachází kovové prachové částečky, které by mohly být vodivé.
• Chraňte přístroj před deštěm a přímým slunečním zářením.
- Zařízení má stupeň krytí IP23, význam :
- je chráněn před průnikem cizích těles průměru > 12,5mm
- ochrana proti dešti směřuje pod úhlem 60° ke svislici.
Toto zařízení může tedy být použivan venku v souladu s třídou krytí IP23.
Napájecí kabely, Prodlužovací a svařovací kabely musí být zcela odvinuty, aby nedošlo k jejich přehřátí.
Výrobce neručí za zranění nebo věcné škody způsobené neodbornou manipulací s tímto přístrojem.
ÚDRŽBA / POKYNY
• Údržbu a opravy smí provádět pouze kvalikovaný personál. Doporučujeme provádět roční údržbu.
- Vypněte napájení vytažením zástrčky, a počkejte dvě minuty, než začnete s materiálem pracovat. Uvnitř, napětí a proudy jsou
vysoké a nebezpečné.
• Pravidelně, sejměte kryt a vyfoukejte prach. Nechejte provádět kvalikovaným personálem pravidelné kontroly elektrických spojení s izolovaným
nástrojem.
• Pravidelně kontrolujte stav síťového připojovacího vedení. Pokud je napájecí kabel poškozen, musí jej vyměnit výrobce, nebo u oddělení služeb
zákazníků nebo podobně kvalikovanou osobu, abyste se vyhnuli jakémukoli nebezpečí.
• Neuzavírejte ventilační otvory zařízení, musí být zajištěna cirkulace vzduchu.
- Tento zdroj svařovacího proudu nepoužívejte k rozmrazování potrubí, dobíjet baterie/akumulátory nebo startovat motory.
INSTALACE - FUNKCE VÝROBKU
Instalaci smí provádět pouze zkušený personál pověřený výrobcem. Během instalace, zajistěte, aby byl generátor odpojen od elektrické sítě. Je obecně
zakázáno zapojovat generátory do série nebo paralelně.
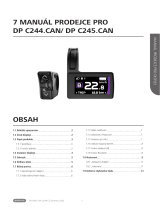
POPIS ZAŘÍZENÍ (OBR. 1)
TITAN 400 DC je invertorový svařovací zdroj pro svařování obalenými elektrodami (MMA) a žáruvzdornými elektrodami (TIG) stejnosměrným proudem.
Procesem MMA lze svařovat jakýkoli typ elektrody: rutilní, základní, nerezová ocel, litiny a celulózy.
Proces TIG vyžaduje ochranu plynem (argonem).
Toto zařízení může být vybaveno ručním dálkovým ovládáním (viz. 045675), pedál (pozn. 045682) a může být výbaven ovládačem na svařecí automat
(CONNECT 5).
1- Ovládácí panel 8- Napájecí kabel
2- Konektor tlačítka svítilny 9- Konektor dálkového ovládání
3- Zásuvka záporné polarity 10- Připojení plynové lahve
4- Plynový konektor hořáku 11- Konektor USB pro aktualizace
5- Konektor na cívce nebo vzdálené HMI 12- Rukojeti
6- Zásuvka s kladnou polaritou 13- Transportní kroužky
7- Přepínač ZAP / VYP 14- Filtr (volitelný)
OVLÁDÁCÍ PANEL (VIZ OBR. 2)
1- Svařovací cyklus (8 dostupných parametrů) 6- Dílčí procesy
2- Zobrazení 7- Tlačítko pro přístup do nabídky JOB
3- Plynové proplachování 8- Tlačítko zamykání a odemykání
4- Svařovací procesy 9- Speciální režim : E.TIG
5- Režim spouště (tlačítko) 10- Navigační a validační kolečko
PŘÍSLUŠENSTVÍ A MOŽNOSTI
Dálkové ovládání
Vozík
10 m3
Integrovaná chladící
WCU1KW_C Svítilny Abitig
kapaliny - 450 W - 8 m Pedalový RC-FA1
4 m Ruční RC-HA1
8 m Filtr
037328 013537 Dvojité tlačítko : 037366
Lamella : 037359 045682 045675 046580

7
TITAN 400 DC CZ
NAPÁJENÍ, UVEDENÍ DO CHODU
- Toto zařízení je dodáváno s 32 A třífázovou 5pólovou (3P+N+PE) zásuvkou typu EN 60309-1 a je dodáváno na 400V (50 - 60 Hz) třífázovou elektric-
kou instalaci s uzemněním. Toto zářízení je nutno připojit k 4-vodičovému třífázovému systému 400V (50-60 Hz) s uzemněným neutrálním vodičem.
Proudový odběr (I1e) při maximálním výkonu je uveden na typovém štítku stroje. Zkontrolujte, zda je napájení a jeho ochrana (pojistka a nebo
jistič) kompatibilní s proudem potřebným k použití. V některých zemích, může být nutné vyměnit zástrčku, aby bylo možné ji používat při maximálních
podmínkách. Uživatel zařízení by měl mít zajištěn volný přístup k síťové zásuvce.
• Pokud napájecí napětí je vyšší čí nižší než 15% specikovaných hodnot, zdroj automaticky vypne a poruchové hlášení se zobrazí na displeje.
- TITAN 400 DC se zapíná otočením vypínače do polohy I (obr. 1 - 7), otočením do polohy O se naopak provede zastavení. Pozor! Nikdy nevypínejte
přístroj při zatížení svařovacího zdroje.
• Chování ventilátoru: v režimu MMA, ventilátor je stále v provozu. V režimu TIG, ventilátor pracuje pouze během fáze svařování, po ochlazení se
zastaví.
• Zařízení pro spouštění a stabilizaci oblouku je určeno pro ruční a mechanicky vedený provoz.
PŘIPOJENÍ NA GENERÁTOR
Tento svařovací zdroj lze provozovat s generátory, pokud pomocný zdroj splňuje následující požadavky:
- Napětí musí být střídavé, nastavené podle specikace a špičkové napětí menší než 700 V,
- Frekvence se pohybuje v rozmezí od 50 do 60Hz
Tyto podmínky je nutné zkontrolovat, protože mnoho generátorů vytváří vysoké napěťové špičky, které mohou poškodit zdroj svařovacího proudu.
POUŽÍTÍ PRODLUŽOVACÍHO KABELU
Prodlužovací kabel musí mít velikost a průřez v souladu s napětím zařízení. Použit prodlužovací kabel v souladu s pokyny národních norem.
Napětí napájení Úsek prodlužovacího kabelu (délka < 45 m)
TITAN 400 DC 400 V 6 mm²
POPIS FUNKCÍ, NABÍDKY A PIKTOGRAMY
FUNKCE SYMBOLY MMA TIG DC Poznámky
Předfuk plynu x Čas na pročištění plamene a vytvoření plynového štítu před zapálením (s).
Proud nárustu x Náběh proudu (sec).
Hlavní proud x x Svařovací proud (A).
Pokles proudu x Fáze poklesu proudu.
Dofuk plynu x Doba trvání plynové ochrany po zhasnutí oblouku. Chrání obrobek a elektrodu před
oxidací (za sucha).
Studený proud x x Druhý «studený» svařovací proud v TIG STD 4TLOG, TIG PULSE a MMA PULSE
(%).
Stupnice PULSE x Bilance chladného počasí na pulz (%).
Pulzní frekvence x x Frekvence pulzace režimu PULSE (Hz).
HotStart x Nastavitelný nadproud při zapálení elektrody (%)
ArcForce x Nadproud dodávaný během svařování (-10 až +10).
Ampér (jednotka) x x Ampérová jednotka pro nastavení proudu a zobrazení svařovacího proudu.
Čas (jednotka) x x Jednotka sekund pro nastavení času nebo zobrazení v čase svařování.
Procenta (jednotka) x x Procentní jednotka pro proporcionální nastavení.
Volt (jednotka) x x Jednotka voltů pro zobrazení svařovacího napětí.
Hertz (jednotka) x x Jednotka Hertz pro nastavení frekvence.
KiloJouly (jednotka) x x Jednotka v kiloJoulech pro zobrazení energie svařování.
Zapálení HF x Proces TIG s vysokofrekvenčním zapalováním.
Zapálení LIFT x Proces TIG se zapalováním LIFT.
MMA STD x Standardní proces MMA.
MMA PULZNÍ x Pulzní proces MMA.
2T x Režim hořáku 2T.

8
TITAN 400 DC CZ
4T x Režim hořáku 4T.
4T LOG x Režim hořáku 4T LOG.
SPOT x Standardní režim plynulého ukazování proudu.
TACK x Smíšený režim plynulého a pulzního proudu.
PULSE x Pulzní režim svařování TIG.
E.TIG x Režim svařování s konstantní energií.
LOCK x x Tlačítko zamykání a odemykání (stisknuté po dobu 3 sekund).
JOB x x Tlačítko pro přístup do nabídky JOB (uložení a vyvolání programu).
Plynové proplachování x Tlačítko pro aktivaci proplachování.
Teplotní ochrana x x Symbol označující stav tepelné ochrany.
SVAŘOVÁNÍ OBALOVANÝMI TYČOVÝMI ELEKTRODAMI (REŽIM MMA)
PŘIPOJENÍ A POKYNY
- Připojte kabely, držák elektrody a zemnicí svorku v připojovacích konektorech.
- Dodržujte polaritu a intenzitu svařování uvedenou na krabičkách elektrod.
- Pokud svařovací zdroj proudu nepoužíváte, vyjměte obalenou elektrodu z držáku elektrody.
• Přístroje jsou vybaveny speciálními funkcemi, které zlepšují vlastnosti svařování. Jedná se o tyto funkce :
- Hot Start: zvyšuje hodnotu svařovacího proudu v okamžiku zapálení elektrody.
- Arc Force: zvýší krátkodobě svařovací proud a brání tak přilepení (sticking) elektrody při jejím ponoření do svarové lázně.
- Anti Sticking: snížení hodnoty zkratového proudu a vyloučení možnosti, že by došlo k rozžhavení elektrody během jejího přilepení ke
svařenci.
REŽIMY SVAŘOVÁNÍ OBALENOU ELEKTRODOU (MMA)
- MMA STANDARD
Režim MMA standard je vhodný pro většinu aplikací. Umožňuje svařování všemi typy obalených elektrod, rutilní, základní, celulózové a na všechny
materiály: ocel, z nerezové oceli a litiny.
I
+
-
MADE IN FRANCE
JOB
OK
%
I
MMA
PULSE
TIG HF TIG
lift
2T 4T
4T
LOG
SPOT TACK PULSE
E. TIG
A
t(s)
%
V
Hz
kJ
A
FREQ.
BAL.
%I
%t
Hz
I
setup
A
Proces MMA STD
Stínované oblasti nejsou v tomto režimu přístupné.
HotStart Arc Force
Nastavitelné hodnoty 0 - 100% -10 à +10
Pokyny:
- Nízký rozběh za tepla pro tenké plechy a vysoký rozběh za tepla pro silnější plechy a obtížné kovy (znečištěné nebo zoxidované díly).
- Sílu oblouku lze nastavit v rozmezí -10 až +10. Kombinuje se s výběrem typu elektrody vybraným v nabídce Advanced (viz nabídka Advanced).

9
TITAN 400 DC CZ
- MMA PULZNÍ
Režim MMA Pulzní je určen pro svařování potrubí a ideální pro vertikální svařování směrem nahoru. Impulzním svařováním je možné udržovat chladnou
tavnou lázeň zlepšující přechod materiálu. Bez pulzace, svislé svařování směrem nahoru vyžaduje pohyb «šupinky», jinými slovy, obtížný trojúhelní-
kový pohyb. S pulzním MMA již není nutné tento pohyb provádět, v závislosti na tloušťce obrobku může stačit přímý pohyb nahoru. Pokud však chcete
rozšířit svou fúzní lázeň, stačí jednoduchý boční pohyb podobný plošnému svařování.
V tomto případě, na displeji můžete nastavit frekvenci pulzního proudu. Tento proces tak nabízí větší kontrolu nad vertikálním svařováním.
I
+
-
MADE IN FRANCE
JOB
OK
%
I
MMA
PULSE
TIG HF TIG
lift
2T 4T
4T
LOG
SPOT TACK PULSE
E. TIG
A
t(s)
%
V
Hz
kJ
A
FREQ.
BAL.
%I
%t
Hz
I
setup
A
Proces MMA PULZNÍ
Stínované oblasti nejsou v tomto režimu přístupné.
HotStart Arc Force Studený proud Frekvence pulzů
Nastavitelné hodnoty 0 - 100% -10 à +10 +20 - +80% 0.4 - 20 Hz
Pokyny:
- Nízký rozběh za tepla pro tenké plechy a vysoký rozběh za tepla pro silnější plechy a obtížné kovy (znečištěné nebo zoxidované díly).
- Sílu oblouku lze nastavit v rozmezí -10 až +10. Kombinuje se s výběrem typu elektrody vybraným v nabídce Advanced (viz níže).
MMA - POKROČILÉ MENU
Je možné přistupovat k jemnému doladění cyklu.
Přístup k těmto rozšířeným nastavením je přes nabídku .
Posouváním pomocí kolečka, jsou k dispozici následující pokročilá nastavení:
Parametr Popis Nastavení STD PULSE Pokyn
Typ
elektrody
rutilní
základní
celulózové
X X Typ elektrody určuje specické parametry v závislosti na typu použitého
povlaku, aby se optimalizovala jeho svařitelnost.
HotStart time 0 - 2s X X Čas HotStart umožňuje nastavit obtížné zapálení
elektrody.
Anti Sticking ON - OFF X X Pro bezpečné odstranění elektrody v případě přilepení k obrobku se
doporučuje použít přípravek proti přilepení.
SVAŘOVÁNÍ WOLFRAMOVOU ELEKTRODOU V INERTNÍM PLYNU (REŽIM TIG)
PŘIPOJENÍ A POKYNY
• Svařování stejnosměrným proudem TIG vyžaduje ochranný plyn (argon).
• Zapojte zemnicí svorku do kladného (+) konektoru. Připojte napájecí kabel svítilny k zápornému konektoru (-)), stejně jako tlačítko (tlačítka) hořáku
a plynové konektory.
- Zkontrolujte, zda je hořák řádně vybaven a zda spotřební materiál (svěráky, podpora límce, difuzor a tryska) nejsou opotřebované.
VOLBA TYPU ZAPÁLENÍ
TIG HF : vysokofrekvenční zapalování bez kontaktu wolframové elektrody s obrobkem.
TIG LIFT : dotykové zapálení (pro prostředí citlivé na HF zapálení).

10
TITAN 400 DC CZ
TIG HF
1 2 3
1- Umístěte hořák do svařovací polohy nad obrobek (vzdálenost mezi hrotem
elektrody a obrobkem je asi 2-3 mm).
2- Stisknout spoušt’ hořáku (zapálení oblouku bez dotyku díky vysoké frekvenci).
3 - Počáteční svařovací proud teče, svařování pokračuje podle svařovacího cyklu.
TIG LIFT
1 2 3
1- Umístěte trysku na špičku elektrody na obrobku a stiskněte spouště hořáku.
2- Nakloňte hořák ať máte 2-3mm mezi špičkou elektrody a obrobkem. Oblouk se
zapaluje.
3- Vrat’te hořák do normální polohy, abyste začínal svářecí cykl.
Výstraha: zvětšení délky hořáku nebo zpětných kabelů nad maximální délku stanovenou výrobcem
zvyšuje riziko úrazu elektrickým proudem.
Svařovací procesy TIG STD nebo PULZNÍ
- TIG STANDARD
Tato metoda svařování stejnosměrným proudem je určena pro železné materiály, jako je ocel, ale také na měď a její slitiny.
I
+
-
MADE IN FRANCE
JOB
OK
%
I
MMA
PULSE
TIG HF TIG
lift
2T 4T
4T LOG SPOT TACK PULSE
E. TIG
A
t(s)
%
V
Hz
kJ
A
FREQ.
BAL.
%I
%t
Hz
I
setup
A
Proces TIG STD
Stínované oblasti nejsou v tomto režimu přístupné.
-TIG PULZNÍ
V tomto režimu svařování pulzním proudem se střídají vysokoproudové pulzy ( svařovací pulz) a poté nízkoproudé pulzy (I_Cold, chladicí puls místnos-
ti). Snížuje tepelné deformace.
Příklad:
Svařovací proud I je nastaven na 100 A a % (I_Cold) = 50 %, tj. studený proud = 50% x 100A = 50A. F(Hz) je nastaveno na 10 Hz, perioda signálu
bude 1/10Hz = 100ms.
Každých 100 ms, následuje puls 100 A a poté další 50 A.

11
TITAN 400 DC CZ
I
+
-
MADE IN FRANCE
JOB
OK
%
I
MMA
PULSE
TIG HF TIG
lift
2T 4T
4T LOG SPOT TACK PULSE
E. TIG
A
t(s)
%
V
Hz
kJ
A
FREQ.
BAL.
%I
%t
Hz
I
setup
A
Proces PULSED TIG
Stínované oblasti nejsou v tomto režimu přístupné.
Pokyny:
Volba frekvence:
- Při svařování s ručním přívodem kovu, pak F(Hz) synchronizované se vstupním gestem,
- Pokud je tenký bez výplně (< 0,8 mm), F(Hz) >> 10Hz
- Svařování na místě, pak F(Hz) 5 < 100Hz
SPECIÁLNÍ POSTUPY SVAŘOVÁNÍ TIG
- Bodování SPOT
Tento režim svařování umožňuje předsestavení dílů před svařováním.
Čas přichycení umožňuje řídit dobu svařování pro lepší reprodukovatelnost a realizaci neoxidovaných bodů (přístupné v nabídce Advanced).
I
+
-
MADE IN FRANCE
JOB
OK
%
I
MMA
PULSE
TIG HF TIG
lift
2T 4T
4T LOG SPOT TACK PULSE
E. TIG
A
t(s)
%
V
Hz
kJ
A
FREQ.
BAL.
%I
%t
Hz
I
setup
A
Proces TIG SPOT
Stínované oblasti nejsou v tomto režimu přístupné.
- Bodování TACK
Tento režim svařování také umožňuje předběžnou montáž dílů před svařováním, ale tentokrát ve dvou fázích: první fáze pulzního stejnosměrného
proudu, který koncentruje oblouk pro lepší průnik, následovaný druhým standardním stejnosměrným proudem, který rozšiřuje oblouk, a tím i lázeň,
aby se zajistil bod.
Nastavitelné časy obou fází ukazování umožňují lepší reprodukovatelnost a realizaci malých neoxidovaných bodů (přístupné v nabídce Advanced).

12
TITAN 400 DC CZ
I
+
-
MADE IN FRANCE
JOB
OK
%
I
MMA
PULSE
TIG HF TIG
lift
2T 4T
4T LOG SPOT TACK PULSE
E. TIG
A
t(s)
%
V
Hz
kJ
A
FREQ.
BAL.
%I
%t
Hz
I
setup
A
Proces TIG TACK
Stínované oblasti nejsou v tomto režimu přístupné.
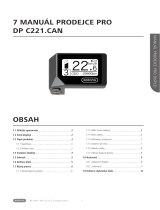
- Režim E-TIG (obr. 2 - 9)
Tento režim umožňuje svařování s konstantním výkonem díky měření změn délky oblouku v reálném čase, čímž je zajištěna konstantní šířka a průnik
svařovacího paprsku. V případech, kdy montáž vyžaduje kontrolu svařovací energie, režim E.TIG zajišťuje, že svářečka může udržovat svařovací výkon
bez ohledu na polohu hořáku vůči obrobku.
I
+
-
MADE IN FRANCE
JOB
OK
%
I
MMA
PULSE
TIG HF TIG
lift
2T 4T
4T LOG SPOT TACK PULSE
E. TIG
A
t(s)
%
V
Hz
kJ
A
FREQ.
BAL.
%I
%t
Hz
I
setup
A
Režim E-TIG
Stínované oblasti nejsou v tomto režimu přístupné.
Standardní (konstantní proud)
2 mm
D
10 mm
D
5 mm
D
E-TIG (konstantní energie)
2 mm
D
5 mm
D
10 mm
D
TIG - POKROČILÉ MENU
Je možné přistupovat k jemnému doladění cyklu.
Přístup k těmto rozšířeným nastavením je přes nabídku .
Posouváním pomocí kolečka, jsou k dispozici následující pokročilá nastavení:

13
TITAN 400 DC CZ
Parametr Popis Nastavení STD PULSE SPOT TACK Pokyn
I Start
Nosný proud při zahájení
svařování. 10% - 200% X X
Tento plošný proud je fází před náběhem
proudu.
t Start
Doba prodlevy při
zahájení svařování. 0s - 10s X X
I Stop
Zastavení proudu při
zastavení svařování. 10% - 100% X X
Tento plošný proud je fází po náběhu proudu
dolů.
t Stop
Doba zdržení na
svářečské zastávce. 0s - 10s X X
Tvar
(tvar křivky)
Tvar křivky pulsu.
Čtvercový
Sinus
Trojúhelní-
kový
Trapéz
X
Čtvercový průběh je tradičním tvarem svařování
PULSE, ale hlučný při vysokých frekvencích, jiné
formy umožňují přizpůsobit potřebu průniku a
hluku.
t Pulse
Doba měření pulzního
proudu. Manuální,
0.1s – 10s X
Časové údaje umožňují reprodukovatelný
časový bod.
t Pokračovat
Doba taktování
stejnosměrného proudu. Manuální,
0.1s – 10s X X
KOMPATIBILNÍ HOŘÁKY
Lamella Dvojitá tlačítka Duální knoíky + potenciometr
L
DB
P
L
DB
P
L
DB
P
Pro 1-tlačítkový hořák , tlačítko se nazývá «hlavní tlačítko».
Pro dvoutlačítkový hořák , první tlačítko se nazývá «hlavní tlačítko» a druhé «vedlejší tlačítko».
REŽIM 2T
t t
t t
t
t
T2
T1
Bouton principal
T3
T1
Bouton principal T2 T4
T3
T1
Bouton principal T2 T4
Bouton secondaire
ou
>0.5s<0.5s<0.5s
T1 - Pokud hlavní tlačítko je stisknuté, začne svařovací cyklus
(PreGas, I_Start, UpSlope a svařování).
T2 - Pokud hlavní tlačítko je uvolněno, svařovací cyklus je zas-
taven (DownSlope, I_Stop, PostGaz).
Dvoutlačítkový hořák je pouze ve verzi 2T, sekundární tlačítko se spra-
vuje stejně jako hlavní tlačítko.
REŽIM 4T
t t
t t
t
t
T2
T1
Bouton principal
T3
T1
Bouton principal T2 T4
T3
T1
Bouton principal T2 T4
Bouton secondaire
ou
>0.5s<0.5s<0.5s
T1 - Pokud hlavní tlačítko je stisknuté, cyklus začíná ve fázi Pre-
Gas a končí ve fázi I_Start.
T2 - Pokud hlavní tlačítko je uvolněno, cyklus pokračuje v režimu
UpSlope a svařování.
T3 - Hlavní tlačítko je stisknuté, cyklus přejde do fáze DownSlope
a zastaví se ve fázi I_Stop.
T4 - Pokud hlavní tlačítko je uvolněno, cyklus končí funkcí Pos-
tGas.
Pozn : pro hořáky, dvojité tlačítko a dvojité tlačítko + potenciometr
=> tlačítko «vysoký/svařovací proud» a potenciometr aktivní,
tlačítko «dolů» je neaktivní.

14
TITAN 400 DC CZ
REŽIM 4T log
t t
t t
t
t
T2
T1
Bouton principal
T3
T1
Bouton principal T2 T4
T3
T1
Bouton principal T2 T4
Bouton secondaire
ou
>0.5s<0.5s<0.5s T1 - Pokud hlavní tlačítko je stisknuté, cyklus začíná ve fázi Pre-
Gas a končí ve fázi I_Start.
T2 – Pokud hlavní tlačítko se uvolní, cyklus pokračuje v režimu UpSlope
a svařování.
LOG : tento provozní režim se používá ve fázi svařování:
- krátké stisknutí hlavního tlačítka (<0,5 s), proud přepíná proud ze
svařovacího I na studený I a naopak.
- sekundární tlačítko je stisknuté, proud přepne proud z I svařování na
I studený
- sekundární tlačítko je stisknuté, proud se přepne z I studeného na I
svařovací
T3 – Dlouhý stisk hlavního tlačítka (>0,5 s), cyklus přejde do fáze
DownSlope a zastaví se ve fázi I_Stop.
T4 - Pusťte hlavní tlačítko => Dofuk plynu.
Pro dvoutlačítkové nebo dvoutlačítkové + potenciometrické hořáky, tlačítko «nahoru» zachovává stejné funkce jako jednotlačítko nebo lamelový
hořák. Tlačítko «dolů» umožňuje, při podržení, přepnout na studený proud. Potenciometr hořáku, umožňuje nastavit svařovací proud v rozsahu 50 %
až 100 % zobrazené hodnoty.
DOPORUČENÉ KOMBINACE
TIG DC
Proud (A) Elektroda (mm) Tryska (mm) Průtok Argonu (L/min)
0.3 - 3 mm 3 - 75 1 6.5 6 - 7
2.4 - 6 mm 60 - 150 1.6 8 6 - 7
4 - 8 mm 100 - 200 2 9.5 7 - 8
6.8 - 10 mm 170 - 250 2.4 11 8 - 9
9 - 12 mm 225 - 330 3.2 12.5 9 - 10
-275 - 450 4 15 10 - 13
BROUŠENÍ ELEKTRODY
Pro optimální výkon, je vhodné použít elektrodu naostřenou následujícím způsobem:
d
L
aa = Ø 0.5 mm
L = 3 x d pro slabý proud
L = d pro vysoký proud.
ULOŽENÍ A VYVOLÁNÍ NASTAVENÍ
• JOB IN / JOB OUT
Nastavení při svařování jsou automaticky uložena a vyvolána při dalším zapnutím.
Kromě aktuálního nastavení, je možné uložit a vyvolat kongurace «JOB».
Na jeden svařovací proces připadá 50 pracovních míst, Paměť se vztahuje na :
- Hlavní parametr,
- Sekundární parametr (MMA, TIG),
- Dílčí procesy a režimy tlačítek.
Uložte konguraci «JOB IN»:
- Stiskněte tlačítko (obr. 2 - 7), vyberte kolečkem ,
- Potvrďte stisknutím tlačítka
- Na displeji se zobrazí blikající místo v paměti (01 až 50),
- Otáčením otočného voliče zvolte místo v paměti pro uložení kongurace,
- Potvrďte stisknutím tlačítka
- Nahrávání je dokončeno / výstup z nabídky je přímý.
Vyvolání existující kongurace «JOB OUT»:
- Stiskněte tlačítko , vyberte kolečkem ,
- Potvrďte stisknutím tlačítka
- Na displeji blikají dříve uložené JOBS (01 až 50),
- Otáčením voliče vyberte JOB, který chcete vyvolat,
- Potvrďte stisknutím tlačítka
- Vyvolání se provede / výstup z nabídky je přímý.
- QUICK LOAD» q.L. » :
Rychlé načtení je nesvařovací režim JOB recall (max. 50) a je možné pouze v procesu TIG.
Vyvolání JOB se provádí krátkým uvolněním tlačítek na hořáku (<0,5 s).

15
TITAN 400 DC CZ
Tento režim je přístupný prostřednictvím nabídky , potom podnabídky . Ve výchozím nastavení , je tento režim vypnut
a uživatel jej aktivuje zadáním čísla JOBu na konci série, která má být vyvolána (série začíná prvním JOBem). Předtím je třeba zaregistrovat alespoň
2 pracovní místa.
Např. : pokud byly vytvořeny JOBS 2, 5, 7 a 10 a uživatel zadal číslo 7, pak vyvovalý JOBS bude 2, 5 a 7.
Když je režim aktivován, je vyvolán první JOB a je zobrazen na HMI (v příkladu : JOB2).
Připomínka se opakuje ve smyčce: po dosažení posledního JOBu v seznamu (příklad : JOB7), další bude první (v příkladu : JOB2).
Svařování se aktivuje stisknutím tlačítka po dobu delší než 0,5 s.
HMI se chová podle specik:
- Na displeji se trvale zobrazuje JOB a parametry (TIG LIFT/HF, 2T/ 4T../ pulzní/ bodové...).
- Cyklus je přístupný a modikovatelný (JOB je deregulovatelný*),
- Nabídky jsou přístupné a lze je upravovat. Příklad:
- JOB 5, úprava, SAVE IN / JOB 5, je JOB přepsán novými parametry a zohledněn.
- JOB 5, úprava, SAVE IN / JOB neexistuje, bude zohledněno v aktuálním q.L. pouze tehdy, pokud je toto nové JOB X nižší než číslo
vyplněného JOB.
- Připomínka JOB je neaktivní, když se pohybujete ve svařovacím cyklu nebo v jedné ze dvou nabídek,
* JOB se nastavuje pomocí akce HMI (parametr svařování, připomínka JOB ...), svařování je s novým nastavením povoleno. Pokud je provedeno
odvolání JOB, pak se vyvolá první JOB v sérii.
ŘETĚZENÍ «Chn» :
Řetězení je složitý režim odvolání JOBu (max. 50) a je možný pouze v procesech TIG STD a PULZNÍ (všechny JOBy denované v 2T jsou vynuceny
ve 4T):
- Mimo svařování, krátkým (<0,5 s) uvolněním tlačítek svítilny procházíte všechny zaznamenané úlohy jednu po druhé. Po dosažení posledního z nich,
se posuvník vrátí zpět na první položku.
- Svařování se aktivuje po stisknutí tlačítka po více než 0,5 s, na rozdíl od klasického režimu, kdy se svařování aktivuje okamžitě po stisknutí tlačítka.
- Při svařování, krátké uvolnění tlačítek (<0,5 s) vyvolá denovaný počet po sobě jdoucích JOBů, také se nazývá sekvence a začátek JOBu, který byl
dříve vyvolán ze svařování.
Tento režim je přístupný prostřednictvím nabídky , potom podnabídky . Ve výchozím nastavení , uživatel aktivuje tento
režim zadáním počtu JOBS, které tvoří sekvenci. Předtím je třeba zaregistrovat alespoň 2 pracovní místa.
Bodování JOBS (SPOT, TACK) již nejsou součástí seznamu registrovaných JOBS (jsou transparentní).
Např. : pokud byla vytvořena pracovní místa 1 až 50 a uživatel zadal v podnabídce «C H n» číslo 3:
- Při aktivaci dílčího režimu a při nesvařování, krátkým uvolněním tlačítka svítilny procházíte JOBS jeden po druhém od 1. do 50. a
v případě překročení se vracíte zpět. Zde, uživatel prochází nabídku JOBS a vybere 10.
- Jedno stisknutí tlačítka >0,5 s, umožňuje zahájit svařování s JOB 10 (první v pořadí), pokud je krátce uvolněn, jOB 11 je načten,
až do JOB 12 (tyto 3 JOBS představují nastavenou posloupnost).
- Ve svařovacím výstupu, jOB 10 se znovu načte a zobrazí na HMI (uživatel této sekvence tak nemusí procházet vše znovu).
>0.5s <0.5s <0.5s >0.5s
HMI se chová s ohledem na specika :
- Na displeji se trvale zobrazuje JOB a parametry (TIG LIFT/HF, 4T, Pulzní ...).
- Cyklus je přístupný a modikovatelný (JOB je deregulovatelný*),
- Nabídky jsou přístupné a lze je upravovat. Např. :
- JOB 5, úprava, SAVE IN / JOB 5, je JOB přepsán novými parametry a zohledněn.
- JOB 5, úprava, SAVE IN / JOB neexistuje, bude zohledněno v aktuálním q.L. pouze tehdy, pokud je toto nové JOB X nižší než číslo
vyplněného JOB.
- Pokud probíhá navigace ve svařovacím cyklu nebo v jedné ze dvou nabídek, připomínka JOB je neaktivní.
- Při svařování, během vyvolání sekvence JOB, na displeji se na 1s zobrazí JOB X.
* JOB je deregulován činností HMI bez zálohování, svařování je povoleno bez zohlednění změn s přepisem volaným JOBem.

16
TITAN 400 DC CZ
TLAČÍTKO (TLAČÍTKA) OVLÁDACÍ KONEKTOR
DB
P
1
5
2
4
2
3
P
L
torch
torch DB
torch NC
4 3
2
1
5
6
DB torch
L torch
DB + P
torch
3
4
2
2
1
5
L
Schéma přípojení hořáku typu SRL18. Schéma podle typu hořáku.
Typy hořáků Označení drátu Odpovídající
kolík konektoru
Dvoutlačítkový hořák +
potenciometr
Dvouknoíkový hořák Lamelový hořák
Společný /
Uzemnění 2
Tlačítko 1 4
Tlačítko 2 3
Společný /
Uzemnění poten-
ciométru 2
10 V 1
Kurzor 5
DÁLKOVÉ OVLÁDÁNÍ
Dálkové ovládání funguje v procesech TIG i MMA.
FA
B
CD
E
G
D
C
B
A
045682
045675
č. 045699 Externí pohled Schémata zapojení podle dálkových ovladačů.
Připojení :
1- Připojit ovládač na předním panelu svařovacího zdroje.
2 - HMI detektuje přítomnost dálkového ovládání a nabídne výběr dostupný pomocí kolečka:
Je přítomna kontrola, ale není aktivní.
Ruční ovládač s potenciometrem.
Ruční ovládač s potenciometrem.
Stisknutím ovládacího kolečka potvrdíte volbu typu dálkového ovládání a vrátíte se do pohotovostního režimu.

17
TITAN 400 DC CZ
Připojky
Produkt je výbaven konektorem k dálkovému ovládání.
Prostřednictvím příslušného 7-pólového konektoru (obj. číslo 045699), je možné připojit k přístroji odlišné druhy dálkového ovládání. Pro zapojení,
postupujte podle níže uvedeného schématu.
TYPE DÁLKOVÉHO OVLÁDÁNÍ Označení drátu Odpovídající kolík
konektoru
CONNECT-5
Pedál Ruční ovladač
10 V A
Kurzor B
Společný / Uzemnění C
Spínač / Přerušovač D
AUTO-DETECT E
ARC ON F
REG I G
Provoz:
- Ruční dálkové ovládání (volitelná výbava ref. 045675).
Ruční dálkový ovládač umožňuje upravit proud od 50% do 100% nastavené hodnoty. V této konguraci, všechny režimy a funkce zdroje
svařovacího proudu jsou přístupné a lze je parametrizovat.
• Pedál (volitelná výbava ref. 045682) :
Pedalový ovládač umožňuje upravit proud do 100% nastavené hodnoty. V systému TIG, zdroj svařovacího proudu pracuje pouze v režimu 2T. Kromě
toho, nárůst a pokles proudu již nejsou řízeny zdrojem svařovacího proudu (neaktivní funkce), ale uživatelem pomocí nožního pedálu.
- CONNECT 5 - Režim PLC :
Tento režim umožňuje ovládání zdroje svařovacího proudu z konzoly nebo PLC díky vyvolání 5 předem nahraných programů.
Na principu pedálu, «Přepínač (D)» umožňuje spustit nebo zastavit svařovací proces podle zvoleného cyklu. Hodnota napětí přivedeného na «Kurzor
(B)», odpovídá programu nebo aktuálnímu kontextu.
Toto napětí musí být mezi 0 a 10,0 V v krocích po 1,6 V, což odpovídá vyvolání programu:
- Aktuální kontext : 0 – 1.6 V
- Program 1: 1.7 – 3.3 V
- Program 2: 3.4 – 5.0 V
- Program 3: 5.1 – 6.6 V
- Program 4: 6.7 – 8.3 V
- Program 5: 8.4 – 10.0 V
Přídavný potenciometr umožňuje měnit proud během svařování a po něm o +/- 15 %.
Informace ARC ON (přítomnost oblouku) umožňuje synchronizaci PLC (vstup Pull Up 100 kΩ na straně PLC).
Nastavení kolíku konektoru AUTO_DETECT na zem umožňuje spuštění výrobku bez nutnosti procházet oknem pro výběr typu dálkového ovládání.
5 vyvoláných programů odpovídají 5 ukládaných programů (P1 do P5).
Signály I/O jsou chráněny.
Další vysvětlení si můžete stáhnout z našich webových stránek (https://goo.gl/i146Ma).

18
TITAN 400 DC CZ
CHLAZENÍ VZDUCHEM
Za účelem snížení hlukové zátěže, spotřeby energie a odsávání prachu, generátor je vybaven řízenou ventilací. Rychlost otáčení ventilátorů je závislá
na teplotě a stupni použití zdroje.
PŘÍSTUP DO NABÍDKY NASTAVENÍ
Validation de l’état du groupe froid et sortie du menu.
Menu Avancé du procédé en cours
Sortie du menu Avancé
Validation de la valeur de la tolérance et sortie du menu.
Sortie menu
1s 1s 1s
Réinitialisation de tous les paramètres usine
et sortie du menu.
Court-circuit des câbles et validation.
Affichage 2s et sortie menu.
Validation de l’affichage
en I/U ou Energie du
mode Hold.
Validation de l’application
du coefficient thermique
au calcul d’énergie.
Validation de l’application
de la longueur de
soudage.
Menu Energie
QMOS/DMOS
3 sec.
UPSEt
FIG.Con
VaLCo.U. OnCo.U. OFFCo.U.
VaLtoL. VaLtoL. 00toL. 100toL.
Ibr.CaL ACC.C.C. VaLCaL
ALLInI 1InI 23 rst
rGYEnE VaLAFF I.UAFF t.JAFF
VaLC_T
VaLL
C_T C_T
0.60 1.00
LL
OFF 9 999
RCAdj. LoVaL Lo1 100 Lo
Validation de la butée
mini de la commande
déportée.

19
TITAN 400 DC CZ
MENU Pokročilé : MMA STD nebo PLS
MMA STD + MMA PLS
Valeur
actuelle
Valeur
actuelle
Retour menu
Setup
Valeur
actuelle
Hot Start
time
Anti-Sticking
Type
d’électrode
Validation du
paramètre en
cours
MENU Pokročilé : TIG DC, PLS, SPOT a TACK
TIG DC + PLS
Valeur
actuelle
Valeur
actuelle
Retour menu
Setup
Valeur
actuelle
T Start (s)
I Stop (%)
I Start (%)
Validation du
paramètre en
cours
Valeur
actuelle
T Stop (s)
Pouze TIG PLS
Retour menu
Setup
Valeur
actuelle
Forme
d’onde
Validation du
paramètre en
cours
TIG SPOT
Retour menu
Setup
Valeur
actuelle
Validation du
paramètre en
cours
Temps de
pointage
(s)

20
TITAN 400 DC CZ
TIG TACK
Valeur
actuelle
Valeur
actuelle
Retour menu
Setup
Temps
de pointage
(s)
Temps
de pointage
pulse (s)
Validation du
paramètre en
cours
CHLADICÍ JEDNOTKA
WCU1kW_C
P 1L/min = 1000W
Capacité = 5 L
U1 = 400V +/- 15% Chladicí jednotka je řízena napětím 400 V +/-15 %.
Chladící jednotka je automaticky detektována zdrojem. V nabídce ,
chladicí jednotku lze v režimu TIG vypnout.
Před odpojením přívodní a výstupní hadice kapaliny astru se ujistěte, že je chladicí jednotka vypnutá.
Chladicí kapalina je škodlivá a dráždí oči, sliznici a kůži. Horká kapalina může dojít k popálení.
ZÁMEK PRODUKTU -- REŽIM ZABLOKOVÁNÍ
Funkce LOCK umožňuje uzamknout výrobek, aby se zabránilo náhodnému nastavení. Dlouhým stisknutím tlačítka po dobu 3 sekund (obr. 2 - 8) se
aktivuje a zobrazí , produkt je poté uzamčen.
Žádná tlačítka nejsou aktivní, kolečko umožňuje odchylku kolem aktuální hodnoty předem nastavené na +/- procento denované parametrem
tolerance.
Odemknutí produktu, znovu stiskněte tlačítko na 3 sekundy, na displeji se zobrazí , produkt se odemkne.
KALIBRACE
Tento režim je určen pro kalibraci svařovacího příslušenství, jako je hořák, kabel + držák elektrod a kabel + zemnicí svorka.
Účelem kalibrace je kompenzovat odchylky v délkách příslušenství, aby bylo možné upravit zobrazené měření napětí a zpřesnit výpočet energie.
Přístup ke kalibraci se provádí prostřednictvím nabídky
První krok vyžaduje zkratování příslušenství. Při TIG je vhodné provést zkrat mezi držákem límce a zemnicí svorkou nebo přímo na
obrobku. Po dokončení zkratu, potvrďte jej kolečkem.
Začíná druhá fáze, na HMI se zobrazí ukazatel průběhu svařovacího proudu. Pro spuštění průtoku kalibračního proudu je nutné
stisknout tlačítko na hořáku.
Pokud operace proběhla v pořádku, výstup režimu je přímý s rychlým zobrazením hodnoty odporu příslušenství. Tato hodnota je nyní zohledněna při
zobrazení napětí a výpočtu energie.
V opačném případě, výstup z nabídky je přímý s dlouhým zobrazením . Operace se nezdařila, zkrat nebyl proveden správně a kali-
brace musí být provedena znovu.
UKAZATELE PROUDU/VOLTAGE NEBO ENERGIE/ČASU PŘI SVAŘOVÁNÍ
Během svařování, generátor měří a zobrazuje okamžité hodnoty svařovacího proudu a napětí.
Po svařování, průměrné hodnoty proudu a napětí nebo energie a času svařovací kuličky se zobrazují tak dlouho, dokud se nemanipuluje s rozhraním
(knoíkem nebo tlačítky) nebo se neprovede restart svaru.
Přístup ke konguraci proudu/napětí nebo energie/času je přes menu .
REŽIM ENERGIE
Tento režim byl vyvinut pro svařování s regulací energie pod řízením DMOS, a umožňuje kromě zobrazení energie svarové elektrody po svařování,
nastavit:
- Tepelný součinitel podle použité normy: 1 pro normy ASME a 0,6 (TIG) nebo 0,8 (MMA) pro evropské normy. Zobrazená energie se
vypočítá pomocí tohoto koecientu.
- Délka svaru (OFF - mm) : pokud je zaznamenána délka, pak se energie již nezobrazuje v joulech, ale v joulech / mm (jednotka na displeji
«J» bliká).
/