73502_V11_30/07/2020
CZ
2-24
PROTIG 201 AC/DC
PROTIG 201L AC/DC
www.gys.fr
Find more languages of user manuals on our website

NORMA
VŠEOBECNÉ POKYNY
Před použítí tohoto zařízení si pozorně přečtěte návod k obsluze.
Neprovádějte na přístroji žádné údržbové práce, ani změny, pokud nejsou výslovně uvedeny v tomto
návodu.
Výrobce neručí za zranění nebo škody vzniklé neodbornou manipulací s tímto přístrojem.
V případě problémů nebo dotazů ohledně správného používání tohoto přístroje se obracejte na příslušným způsobem
kvalikovaný a vyškolený personál.
PRACOVNÍ PROSTŘEDÍ
Přístroj je určen výlučně pro svářecí postupy uvedené na výkonovém štítku nebo v tomto návodu. Bezpodmínečně do-
držujte bezpečnostní pokyny. Výrobce neručí za nedostatečné či nebezpečné použivání.
Při provozu, ale i při skladování dbejte na to, aby přístroj byl umístěn v prostředí, které neobsahuje kyseliny, plyny a
další žíravé látky. Dbejte na dobrou ventilaci při použítí.
Teplotní rozmězí okolního vzduchu:
Při svařování : -10 až +40°C (+14 až +104°F).
Při přepravě a skladování -25 až +55°C (-13 až 131°F).
Vlhkost vzduchu:
≥ 50% do teploty 40°C (104°F).
≥ 90% do teploty 20°C (68°F).
Nadmořská výška do 1000 m.
OSOBNÍ OCHRANNÉ VYBAVENÍ
Použivání svařovacího zařízení může být nebezpečné a může způsobit vážná zranění, za určitých okolností i smrtelná.
Při obloukovém svařování je uživatel vystaven řadě možných rizik, např.: záření vycházející z oblouku, elektromagnetic-
ké rušení (osoby s kardiostimulátorem nebo se sluchátkem by se před začátkem prací v blízkosti svařovacího agregátu
měly poradit s lékařem), úraz elektrickým proudem, hluk a výpary generované při svařování.
Bezpodmínečně dodržujte následující bezpečnostní pokyny:
Osoby musí nosit ochranné oblečení, které zakrývá celé tělo, dobře izoluje, je suché, nehořlavé, v dobrém
stavu a nemá záložky.
Ochrana rukou vhodnými rukavicemi (elektricky izolujícími a chránicimi před horkem).
Chraňte své očí speciální kuklou s dostatečnou ochranou (proměnná dle pouzítí). Chraňte své očí při
operaci čištění. Při těchto pracích nenoste kontaktní čočky.
Je případně nutno postavit kolem ochranné závěsy pro ochranu dalších osob proti oslnění oblouku a
odletujícím jiskrám.
Upozorněte další osoby na to, aby se nedívaly do oblouku ani do obrobku, a nosily vhodně ochranné
oblečení.
Použivejte vhodnou sluchu v případě hluk překračuje maximální hodnotu (platí i pro osoby na pracovišti).
Dbejte na to, aby se do blízkosti pohybujících se částí nedostaly vaše ruce, vlasy, části oděvu a nářadí.
V žádném případě nedemontujte skříň přístroje v době, kdy je přístroj připojen na elektrickou napájecí
síť. Výrobce neručí za zranění ani materiální škody vzniklé neodbornou manipulací s tímto přístrojem.
Svařenec je po skončení práce velmi horký, proto při manipulaci s ním buďte opatrní a zabraňte popálení.
Hořák je třeba před každou opravou nebo čištěním, příp. po každém použití nechat dostatečně zchlád-
nout (po dobu min. 10 minut). Chladící jednotka má být zapnuta při použítí vodochlazený hořák, aby
kapalina nemohla způsobit popálení.
Je důležité zabezpečit pracovišti před opuštěním pro bezpečnosti osob a majetek .
2
PROTIG 201 AC/DC - PROTIG 201L AC/DC
FR
Notice originale

Kouř vznikající při svařování obsahuje škodlivé plyny a výpary. Zajistit dostatek čerstvého vzduchu, může být
nutné používat způsobilý dýchací přístroj. Pokud nedostačuje větrání, použijte ochrannou dýchací kuklu s
přívodem vzduchu.
V případě nejasností, zda dostačuje výkon odsávacího zařízení, porovnejte naměřené emisní hodnoty škodlivin s
povolenými limity.
Pozor: při svarování v malých prostorách je nutno monitorovat práci v bezpečné vzdálenosti Svařování kovů obsahující
olovo, kadmium, zinek, rtuť a berylium může být škodlivé. Odstraňte mastnoty, které pokrývají části určené ke svařování.
Lahve lze uskladnit pouze v otevřených nebo dobře větraných prostorech. Mějte na paměti, že plynové láhve smí být
pouze ve svislé poloze. Zajistěte je proti převrhnutí řádným upevněním k
pojezdovému vozíku.
Neprovádejte svařecí práce v blízkosti oleje nebo barvy.
Chraňte dostatečně celý prostor svařování. Bezpečnostní vzdálenost k hořlavým materiálům činí minimálně
11 m.
Mějte vždy v pohotovosti vhodný, přezkoušený hasicí přístroj.
Jiskry a horké částečky mohou proniknout do okolí i malými štěrbinami a otvory. Přijměte proto odpovídající opatření,
aby nevzniklo nebezpečí zranění nebo požáru.
Udržujte osoby, horlavé látky a zásobniky pod tlakem do dostatečné bezpečnostní vzdálenosti.
Neprovádějte svářečské práce na uzavřených zásobnících nebo potrubních rozvodech, ve kterých by mohly být zbytky
hořlavého obsahu (olej, palivo, plyn...). Tyto je nutno napřed vyprázdnit a důkladně vyčistit.
Při broušení pracujte vždy na odvrácené straně od tohoto přístroje a od hořlavých materiálů.
Plyn unikající z tlakové láhve může ve vysoké koncentraci způsobit smrt udušením (prostor řádně větrejte).
Bezpečnostní transport : uzavřte plynové lahve a vypněte svařovací zdroj. Plynové lahve musí stát vždy svisle a musí
být zajištěny proti převržení.
Pokud se nesvařuje, uzavřete ventil na lahvi. Dejte pozor na kolisání teploty a sluneční záření.
Chraňte tlakové lahve před vysokými teplotami, struskou, otevřeným plamenem, jiskrami a elektrickým obloukem.
Udržujte tlakové lahve v dostatečné vzdálenosti od svařovacích vedení či jiných elektrických obvodů, a nikdy nesvařujte
na lahve pod tlakem.
Při otevírání ventilu na tlakové lahvi odvraťte obličej od vývodu plynu a zajistit, že použivaný plyn je vhodný pro
svařovací proces.
ÚRAZ ELEKTRICKÝM PROUDEM
Svařovací agregát smí být připojen pouze k uzemněné elektrické napájecí síti. Jako jisticí prvky používe-
jte pouze doporučený typ pojistek.
Použivání svařovacího zařízení může být nebezpečné a může způsobit vážná zranění, za určitých okol-
ností i smrtelná.
Nedotýkejte se žádných dílů v přístroji nebo na něm (hořáky, klešti, obvody, elektrody), které jsou pod napětím.
Před demontáží krytů odpojte zařízení od sítě. Po odpojení sítě vyčkejte asi 2 minuty, aby se mohly vybít kondenzátory.
Nikdy se nedotýkejte současně hořáku a zemnicí svorky.
Poškozené kabely a hořák smí vyměňovat pouze kvalikovaný a vyškolený personál. Dimenzovat průrez kabelů podle
aplikace. Noste vždy suchý ochranný oděv. Vždycky noste izolační boty.
KLASIFIKACE PŘÍSTROJE PODLE ELEKTROMAGNETICKÉ KOMPATIBILITY
Přístroje patří třídě A a nejsou určeny k použití v obytných oblastech, ve kterých je elektrická energie
odebírána z veřejné sítě, dodávající nízké napětí. Při zajišťování elektromagnetické kompatibility u
přístrojů třídy A může v těchto oblastech dojít k problémům, jak z důvodu spojených s vodiči, tak i k
problémům z důvodu vzniku rušivých signálů.
Toto zařízení je v souladu s normou IEC 61000-3-11 pokud jeho sít'ová impedance je nížší jak maximální
hodnota Zmax = 0.339 Ohms, a může být připojeno k veřejnému nízkonapěťovému systému. V
zodpovědnosti elektrikáře provádějícího instalaci popř.
VÝPARY A PLYNY
NEBEZPEČÍ POŽÁRU A VÝBUCHU
LAHVE S OCHRANNÝM PLYNEM
3
PROTIG 201 AC/DC - PROTIG 201L AC/DC
FR
Notice originale

uživatele zařízení je zajištění toho, aby byla sít'ová impedance v souladu s omezením impedance. S
případnými otázkami se obracejte na místní dodavatele energie.
Zařízení odpovídá směrnici CEI 61000-3-12.
ELEKTROMAGNETICKÁ POLE
Průchod elektrického proudu v některých vodivých částech způsobuje vznik lokalizovaných elektro-
magnetických polí (EMF). Svařovací proud způsobuje elektromagnetickou poli v okolí svařovacího
obvodu.
Elektromagnetická pole mohou ovlivňovat činnost některých zdravotních zařízení (např. pacemakerů, respirátorů,
kovových protéz apod.) Proto je třeba přijmout náležitá ochranná opatření vůči nositelům těchto zařízení. Například
zakázat jejich přístup do prostoru použití svařovacího přístroje.
Obsluha musí používat následující postupy, aby snížila expozici vůči elektromagnetickým polím:
• Připevnit oba svařovací kabely společně co nejblíže;
• Udržovat hlavu a trup co nejdále od svařovacího obvodu;
• Nikdy si neovíjet svařovací kabely kolem těla;
• Nesvařovat s tělem nacházejícím se uprostřed svařovacího obvodu. Udržovat oba kabely na stejné straně těla;
• Připojit zemnicí kabel svařovacího proudu k dílu určenému ke svařování, co nejblíže k realizovanému spoji;
• Nesvařovat v blízkosti svařovacího přístroje ani na něm nesedět a neopírat se o něj;
• Nesvařovat při transportu svařovacího přístroje.
Osoby s kardiostimulátorem by neměly pracovat se zařízením bez souhlasu lékaře.
Elektromagnetická pole mohou způsobit škody na zdraví, které nejsou dosud známé.
DOPORUČENÍ TÝKAJÍCÍ SE POSOUZENÍ SVAŘOVACÍHO PROSTORU A SVAŘOVACÍHO PRACOVIŠTĚ
Obecně
Uživatel odpovídá za správné používání svařovacího agregátu a správný výběr materiálu, v souladu s údaji výrobce.
Pokud se objeví elektromagnetické rušení, pak uživatel, s pomocí výrobce, odpovídá za nalezení správného řešení. V
mnoha případech postačí svařovací pracoviště řádně uzemnit. V některých případech bude nutné elektromagneticky
odstínit svařovací zdroj. Každopádně je nutné snížit úroveň elektromagnetického rušení na co nejnižší hodnotu.
Posouzení svařovacího prostoru
Před instalací svářečky musí uživatel zohlednit potenciální elektromagnetické problémy okolí musí vzít v úvahu následující
body:
a) Síťové, řídicí, signální a telekomunikační vodiče;
b) Rádia a televizní přijímače;
c) Počítače a jiná řídicí zařízení;
d) Bezpečnostní zařízení;
e) Zdraví osob v okolí, především pak osob s kardiostimulátory nebo naslouchadly;
f) Kalibrační a měřicí zařízení;
g) Odolnost proti rušení jiných zařízení v okolí.
Uživatel musí zajistit, aby ostatní přístroje používané v místnosti byly kompatibilní. To si mùže vyžádat další ochranná
opatření ;
h. Denní doba, ve které musejí být prováděny svářečské práce.
Velikost prostoru, který je v těchto případech zapotřebí brát v úvahu, závisí na konstrukci budovy a ostatních činnostech,
které zde budou provozovány. Hranice tohoto prostoru mohou zasahovat i mimo území podniku.
Kontrola svařovacího agregátu
Kromě kontroly svařovacího místa je možno kontrolou svařovacího agregátu vyřešit řadu dalších problémů. Kontrola
by měla být prováděna podle čl. 10 normy IEC/CISPR 11:2009. Účinnost opatření na snížení rizika lze také potvrdit
měřením na místě.
4
PROTIG 201 AC/DC - PROTIG 201L AC/DC
FR
Notice originale

DOPORUČENÍ OHLEDNĚ METOD KE SNÍŽENÍ EMITOVANÝCH RUŠIVÝCH ELEKTROMAGNETICKÝCH POLÍ
a. Veřejná elektrická napájecí síť : svařovací agregát pro svařování elektrickým obloukem musí být připojen na
veřejnou elektrickou napájecí síť podle pokynů výrobce. V případě, že se vyskytne rušení rozhlasového příjmu, je nutné
provést další odrušovací opatření, jakým může být ltrace hlavního napájecího přívodu Přívodní kabel je zapotřebí kvůli
odstínění uložit do kovového kanálu, nebo podobného zakrytování. Toto elektrické odstínění se musí provést po celé
délce kabelu. je třeba zapojit odstínění do zdroje svařovacího proudu pro zajištění dobrého elektrického kontaktu mezi
kovovou trubkou a krytem zdroje.
b. Údržba přístroje a příslušenství: agregát pro obloukové svařování by měl procházet pravidelnou údržbou podle
pokynů výrobce. Pokud je zařízení v provozu, musí být všechna přístupová dvířka uzavřena a krytky náležitě upevněny
na svých místech. Na zařízení se nesmí provádět žádné změny s výjimkou změn a seřízení uvedených v pokynech
výrobce. Údržba a seřizování podle doporučení výrobce se týká zejména dráhy oblouku a prvků pro jeho stabilizaci.
c. Svařovací kabely : Použit co nejkratší svařovací kabely a vést kabely pohromadě u podlahy.
d. Potenciálové vyrovnání : všechny kovové díly svařovacího pracoviště by měly být pospojovány a stát se součástí
systému ekvipotenciálního vyrovnání. Přesto i v takovém případě existuje nebezpečí úrazu elektrickým proudem, pokud
se dotkneme současně elektrody a kovového dílce. Uživatel musí být izolován od takových kovových předmětů.
e. Uzemnění obrobku: V případech, kdy není obrobek z důvodů elektrické bezpečnosti připojený na uzemnění, nebo
kdy není uzemněný z důvodů svých rozměrů či polohy, což je případ lodních trupů, anebo ocelových konstrukcí budov,
může připojení obrobku na uzemnění v některých, avšak ne ve všech případech, snížit hladinu vyzařovaného rušení.
Zde je však zapotřebí postupovat opatrně, aby se uzemněním obrobku nezvýšilo riziko úrazu obsluhy, anebo riziko
poškození jiných elektrických zařízení. Pokud je uzemnění zapotřebí, lze uzemnit obrobek přímým připojením na zemnicí
vodič. Spojení se zemí lze ve státech, kde není přímé připojení na zemnicí vodič dovoleno, docílit pomocí vhodného
kondenzátoru, jehož kapacita odpovídá příslušným národním předpisům.
f. Ochrana a fyzické oddělení : úroveň rušení je možno snížit také odstíněním dalších zařízení v okolí, nebo celé
svařovací soupravy. V případech specických aplikací lze odstínit celé svařovací sestavy.
TRANSPORT
Rukojeti a držáky jsou vhodné výhradně k ruční přepravě. Nesmíte však podcenit jeho vlastní
hmotnost. Přístroj není určen k manipulaci pomocí jeřábu nebo k zavěšení.
"Při přesunu nikdy nevlečte přístroj uchopením za hořák nebo kabely. Přístroj smí být transportován
pouze ve svislé poloze.
Netransportujte zařízení nad osobami nebo věcmi.
Pokud jsou ke svařovacímu agregátu připojeny plynové láhve, nesmíte s ním za žádných okolností
pohybovat. Bezpodmínečně dodržujte pokyny příslušných platných směrnic pro přepravu svařovacích
zařízení a plynových lahví.
INSTALACE, UMÍSTĚNÍ
• Přístroj stavte na podklad s náklonem do maximálního úhlu 10°.
• Dbejte na dosatečný prostor kolem svařovacího zdroje pro dobré větrání a přístup k ovládacím prvkům.
• Nepouživejte zarízení v prostorách, ve kterých se nachází kovové prachové částečky, které by mohly být vodivé.
• Chraňte přístroj před deštěm a přímým slunečním zářením.
• Přístroj má krytí IP21, a to znamená, že:
- je chráněn před průnikem cizích těles průměru > 12,5mm
- je chráněn před účinky stříkající vody
• Vedení napájení, svařovacího proudu, svazky hadic svařovacích hořáků a svazky propojovacích hadic úplně odviňte.
Výstraha : Zvětšení dělky hořáku nebo jiných kabelů nad maximálnim hodnotou předepsanou výrobcem zvyší riziko
úrazu elektrickým proudem.
Výrobce neručí za zranění nebo věcné škody způsobené neodbornou manipulací s tímto přístrojem.
5
PROTIG 201 AC/DC - PROTIG 201L AC/DC
FR
Notice originale

ÚDRŽBA / POKYNY
• Údržbu smí provádět pouze kvalikovaný personál. Doporučujeme provádět roční údržbu.
• Vypněte zařízení, odpojte je od napájecí sítě a vyčkejte 2 minuty před zahájením práce na zdroji. V zařízení
je velmi vysoké napětí, které je nebezpečné.
• Je nutné provádět pravidelnou udržbu vyčistějící uvnitř zařízení tlakovým vzduchem. Nechejte provádět
kvalikovaným personálem pravidelné kontroly elektrických spojení s izolovaným nástrojem.
• Pravidelně kontrolujte stav síťového připojovacího vedení. Je-li napájecí kabel poškozen, musí být vyměněn
výrobcem, jeho servisem nebo kvalikovanou osobou, aby se zamezilo vzniku ohrožení.
• Neuzavírejte ventilační otvory zařízení, musí být zajištěna cirkulace vzduchu.
• Nepoužívejte přístroj pro čištění trubek, nabíjení akumulátorů nebo rozběh motorů.
MONTÁŽ - POUŽITÍ VÝROBKU
Instalaci smí provádět pouze zkušený personál pověřený výrobcem. Během instalace se ujistěte, že je generátor odpo-
jen od sítě.
POPIS
PROTIG 201 AC/DC a 201L AC/DC jsou přenosné, vzduchem chlazené invertory, které slouží jako zdroj stejnosměr-
ného nebo střídavého proudu pro obloukové svařování svařování metodou TIG -svařování netavící se elektrodou v
ochranné atmosféře inertního plynu (WIG-Lift). MMA se hodí pro svařování všemi běžnými rutilovými, nerezovými,
litinovými a bazickými elektrodami.
Při svařování WIG DC použijete jako ochranný plyn argon. PROTIG 201L AC/DC je výbaven integrovanou chladicí
jednotkou.
Doporučujeme použit svařecí kabely dodávany se zařízením, pro optimální výkonnost produktu.
NAPÁJENÍ, ZAPNUTÍ/VYPNUTÍ
• PROTIG 201L AC/DC je vybaven zástrčkou 16A s ochranným zemnicím kontaktem (typu EEC7/7), která se připojuje
k jednofázové zásuvce 230V (50-60Hz) s uzemněním.
• PROTIG 201 AC/DC je vybaven zástrčkou 16A s ochranným zemnicím kontaktem (typu EEC7/7), která se připojuje
k jednofázové zásuvce 230V (50-60Hz) s uzemněním. Má k dispozici technologii "Flexible Voltage", která umožňuje
připojení zařízení k napájecí síti s napětím od 100 V do 240 V (50-60 Hz).
• Proudový odběr (I1eff) při maximálním výkonu je uveden na typovém štítku stroje. Zkontrolujte, zda zdroj a jeho
jištění odpovídají maximálnímu odebíranému proudu a tedy jsou vhodné pro provoz stroje. V některých zemích je
třeba použít jiný typ zástrčky, při kterých je zajištěno, že přístroj bude fungovat i při maximálním zatížení.
• V případě napájecí napětí je nad 265V, zařízení se automaticky chrání us1. Stroj zobrazí us1. Je-li zdroj v ochraně,
odpojte svařečku ze sítě a ji připojte k síti se spravným napětí.
• Fungování ventilátoru: v režimu MMA funguje ventilátor neustále. V režimu TIG funguje ventilátor pouze při svařování,
a se zastaví po chlazením zdroje.
PROVOZ NAPÁJENÍM Z GENERÁTORU
Tato svařovací zařízení je možno napájet ze generátoru s regulovatelným výstupním napětím, za předpokladu, že :
- Generátor je schopen dodávat střidavé napětí, s špičkovým napětí nižší než 700V
- Frekvence se pohybuje v rozmezí od 50 do 60Hz.
Je nezbytné překontrolovat tyto předpoklady z tohoto důvodu, že v mnoha případech generátory mohou dodávat špič-
kové napětí, které mohou poškodit svařovací zdroj.
POUŽÍTÍ PRODLUŽOVACÍHO KABELU
Prodlužovací kabel musí mít velikost a průrez v souladu s napětím zařízení. Použit prodlužovací kabel v souladu s pokyny
národních norem.
Napětí napájení
Longueur - Section de la rallonge
< 45 m < 100 m
230 V 2.5 mm²
110 V 2.5 mm² 4 mm²
6
PROTIG 201 AC/DC - PROTIG 201L AC/DC
FR
Notice originale

PŘIPOJENÍ PLYNU
PROTIG 201 AC/DC a PROTIG 201L AC/DC vybaveny přípojkou k plynu. Použijte adaptér, dodávaný se svářečkou.
PŘÍSLUŠENSTVÍ (VOLITELNÁ)
Vozík Vozík Hořák Ruční dálkový ovládač Pedál
PROTIG 201 PROTIG 201L PROTIG 201 PROTIG 201L
045675 045682
039704 041257 038271 038202
AKTIVACE FUNKCE VRD (VOLTAGE REDUCTION DEVICE)
Toto zařízení je ochranný prostředek pro svařeče. Svařecí proud je dodáván kdy elektroda je v kontaktu s obrobkem
(nizký odpor). Kdy se stáhne elektroda z obrobku, funkce VRD automaticky sníží napětí na velmi nizkou úrovni.
Funkce VRD je původně neaktivní. Se může nícméně aktivovat spínačem ON/OFF umístěn na hlavní desce zařízení.
Následujte níže uvedené postupy:
1. ODPOJIT PŘÍSTROJ OD SÍTĚ PŘED MANIPULACÍ.
2. Odšroubujte a odstraňte kryt zdroje.
3. Vyznačte spínač na desce řízení (červený rám na schému níže - čislo 2).
4. Zapněte tento spínač do polohy ON. Červená LED kontrolka zhasne.
5. VRD funkce je aktivní.
6. Namontovat a upevnit kryt šroubami.
7. Na ovládacím panelu (HMI), kontrolka LED funkce VRD svití:
Pour désactiver la fonction VRD, il suft de basculer de nouveau l’interrupteur situé sur la carte de commande sur OFF.
Kontrolka VRD na ovládacím panelu zhasne:
1
2
Je možné vyvolat tovární parametry zařízení. Když je zdroj vypnut, stisknout a podržet tlačítko vyp/zap po dobu 3 sek.
Displej tedy zobrazí "3", "2", "1" a provede reset.
RESET ZAŘÍZENÍ
7
PROTIG 201 AC/DC - PROTIG 201L AC/DC
FR
Notice originale

OVLÁDÁCÍ PANEL (HMI)
Níže uvadíme ovldádácí panel zařízení PROTIG 201 AC/DC a PROTIG 201L AC/DC.
Vypnutí / Zapnutí
Tlačitko předfuk
plynu
Svařecí
cyklus
Evanouisseur
Courant de
soudage
Displej
Tlačítko
slabý proud
Přepnutí
zobrazení
A nebo V
Uložení / Vyvolání /
Zrušení JOBů
TIG AC
AC
Tlačitko Post
Gaz
AC / DC
Jiné funkce
Tlačítko
frekvence
pulzace
Režim
hořáku
Režimy
Funkce SYMBOLY MMA TIG DC TIG AC Poznámky
Vypnutí /
Zapnutí
• • •
Tlačítko vypnutí / zapnutí.
Jiné funkce
• •
V režimu MMA : přistup k funkci «MMA pulzní»,
V režimu TIG DC : přistup k funkci « Pulzní »
nebo « Spot ».
AC/DC
• •
Vyběr režimu TIG « DC », TIG « AC » nebo TIG «
AC - Easy »
AC
•
Vyběr parametru « Frequency » nebo « Balance ».
Přepnutí
zobrazení
A / V
• • •
Po dokončení svařecí cyklu, svařecí proud je
zobrazen na displeji. Stisknutí na toto tlačítko
postupně zobrazí svařecí proud a svařecí napětí.
JOB
• • •
Pro uložení, vyvolání nebo zrušení jobu. Viz. sekci
JOB pro další informace.
8
PROTIG 201 AC/DC - PROTIG 201L AC/DC
FR
Notice originale

Předfuk plynu
• •
Nastavení času předfuku. To je doba odvz-
dušňování hořáku a vytvoření plynové ochrany
před zapálením.
Proud narůstu
• • •
Rampa narůstu proudu
Frekvence pul-
zací
•
Nastavení frekvence pulza ce (jen v režimu TIG
DC).
Slabý proud
• •
Nastavení slabého proudu v režimu pulzní.
Doběh proudu
• •
Nastavení doběhu plynu.
Dofuk plynu
• •
Nastavení času dofuku. Doba udržování plyno-
vé ochrany za ukončením oblouku. Chrání svár
a elektrodu proti oxidaci, když kov po sváření
chladne.
FUNGOVÁNÍ HMI A POPIS TLAČÍTEK
• Tlačítko Zapnutí / Vypnutí
Tlačítko použivano pro vypnutí nebo zapnutí zařízení. Vypnutí není možné při svařovaní.
• Tlačítko svařovací metody
Toto tlačítko umožňuje vybrat metodu svařování. Každé stisknutí postupně přepne metodu svařování: TIG HF / TIG LIFT
/ MMA. Kontrolka LED indikuje vybranou funkce.
Poznámka : Poslední proces použitý před vypnutím je automaticky vyvolán při zapnutí zdroje.
• Tlačítko režimu hořáku
Toto tlačítko umožňuje nastavovat režim hořáku. Každé stisknutí postupně přepne režim hořáku: 2T / 4T / 4T LOG.
Kontrolka LED indikuje vybraný režim.
Poznámka : Poslední nastavený režim hořáku před vypnutím je automaticky vyvolán při zapnutí zdroje. Pro více infor-
mace, viz kapitolu « kompatibilní hořáky a chování spouště».
• Tlačítko funkce
Toto tlačítko umožňuje nastavovat další funkce. Každé stisknutí postupně přepne funkce svařování: PULSE / SPOT (jen
v režimuTIG) / MMA PULSE (jen v krežimu MMA). Kontrolka LED indikuje vybranou funkce.
Pokyn : funkce PULSE je dostupná jen v režimu TIG DC.
Funkce SPOT není dostupná při nastavení režimu hořáku na 4T a 4T Log nebo v režimu MMA PULSE.
Poznámka : Poslední funkce použitá před vypnutím je automaticky vyvolána při zapnutí zdroje.
• Tlačítko typ proudu AC čí DC
Toto tlačítko umožňuje vybrat typ proudu v režimu TIG. Každé stisknutí postupně přepne režim hořáku: DC / AC / AC -
Easy. Kontrolka LED indikuje vybranou funkce.
Poznámka : Poslední proces použitý před vypnutím je automaticky vyvolán při zapnutí zdroje.
• Hlavní potenciométr
Hlavní potenciométr původně umožňuje nastavit svařecí proud. Je taky použiván pro nastavení hodnot jiných parametrů,
které lze vybrat odpovídající tlačítky. Po dokončení nastavení lze znovu stisknout tlačítko téhož parametru, aby hlavní
potenciométr znovu óvládal svařecí proud. Je taky možné stisknout tlačítko jiného parametru a ho nastavit. Dotyčná
tlačítka jsou BP1 až BP5 a BP nastavení AC. Pokud žádný čin není vykonáván na ovládací panel po dobu 2 sek., hlavní
potenciométr bude znovu ovládat svařovací proud.
9
PROTIG 201 AC/DC - PROTIG 201L AC/DC
FR
Notice originale

• Tlačítko « Předfuk plynu »
Nastavení předfuku plynu stisknutím a uvolněním tlačítka předfuku (BP 1), a otočením hlavního potenciométru. Hod-
nota předfuku plynu se zvyší při otočení hlavního potenciométru ve směru hodinovýyh ručiček, a se sníží při otočení
proti směru hodinových ručiček. Po dokončení nastavení lze počkat 2 sek. nebo znovu stisknout a uvolnit tlačítko téhož
parametru, aby hlavní potenciométr znovu ovládal svařecí proud. Nastavení je po kroku 0,1 sek. Minimální hodnota je
0 sek. a maximální hodnota je 25 sek.
• Tlačítko « Dofuk plynu »
Nastavení dofuku plynu stisknutím a uvolněním tlačítka dofuku (BP 5), a otočením hlavního potenciométru. Hodnota
dofuku plynu se zvyší při otočení hlavního potenciométru ve směru hodinovýyh ručiček, a se sníží při otočení proti směru
hodinových ručiček. Po dokončení nastavení lze počkat 2 sek. nebo znovu stisknout a uvolnit tlačítko téhož parametru,
aby hlavní potenciométr znovu ovládal svařecí proud. Nastavení je po kroku 0,1 sek. Minimální hodnota je 0 sek. a
maximální hodnota je 25 sek.
• Tlačítko nastavení narůstu proudu « Up Slope »
Nastavení narůstu proudu stisknutím a uvolněním tlačítka narůstu (BP 2), a otočením hlavního potenciométru. Hod-
nota narůstu proudu se zvyší při otočení hlavního potenciométru ve směru hodinovýyh ručiček, a se sníží při otočení
proti směru hodinových ručiček. Po dokončení nastavení lze počkat 2 sek. nebo znovu stisknout a uvolnit tlačítko téhož
parametru, aby hlavní potenciométr znovu ovládal svařecí proud. Nastavení je po kroku 0,1 sek. Minimální hodnota je
0 sek. a maximální hodnota je 25 sek.
• Potenciométr nastavení doběhu « Down Slope »
Potenciométr « Down-Slope » umožňuje nastavit doběh proudu (zvyšení ve směru hodinových ručiček, snížení v směru
proti). Hodnota je viditelná na displeje během 2sek. pokud je hlamvní potenciométr spustěn.
• Tlačítko nastavení slabého proudu
Při zvolení režimu "TIG HF" nebo "TIG LIFT" , tlačítko BP4 umožňuje nastavit hodnotu slabého proudu (pouze s režimem
hořáku 4T Log). Hodnota je nastavitelná v rozmezí 1% až 99% svařovacího proudu. Nastavení je po kroku 1%. Ta ho-
dnota je taky nastavitelná v režimech « TIG DC Pulzní » a « MMA Pulzní ».
• Tlačítko « AC »
Použití tlačítky « AC » v režimu « AC - Easy » : Stisknutí na to tlačítko umožňuje nastavit průměr wolframovou elektrok-
du. Postup nastavení :
- Stisknutí na tlačítko « AC »,
- V době 3 sek., otočit hlavní potenciométr. Průměr elektrody se zvyší při otočení hlavního potenciométru ve směru hodi-
novýyh ručiček, a se sníží při otočení proti směru hodinových ručiček. Zvolený průměr elektrody je zobrazen kontrolkami
LED pod kontrolkou AC Easy.
Po dokončení nastavení, pokud žádný čin není vykonáván na hlavní potenciométr po dobu 2 sek. tentýž znovu ovládá
svařecí proud.
Použití tlačítka « AC » v režimu « AC » : Stisknutí na to tlačítko umožňuje nastavit rovnováhu nebo frekvenci (odpověd-
ná LED svití dle zvoleného parametru). Nastavení obou parametrů se dělá hlavním potenciométrem, který má být
spustěn během 5 sek. Nad 5 sek. displej znovu zobrazí svřecí proud.
• Nastavení frekvence TIG AC (Frequency)
Frekvence v krežimu TIG AC je nastavitelná v rozsahu 20 Hz až 200 Hz. Krok nastavení je závislý na vybraný rozsah
frekvence:
Frekvence TIG AC (Hz) Krok nastavení (Hz)
[20 Hz ; 50 Hz] 5 Hz
[50 Hz ; 100 Hz] 10 Hz
[100 Hz ; 200 Hz] 20 Hz
• Nastavení rovnováhy TIG AC (Balance)
Nastavení rovnováhy v režimu TIG AC je v rozmezí 20 % až 60 %. Nastavení je po kroku 1%.
Pokyn : tlačítko « AC » je neaktivní v režimu « DC ».
10
PROTIG 201 AC/DC - PROTIG 201L AC/DC
FR
Notice originale

SVAŘOVÁNÍ OBALOVANÝMI TYČOVÝMI ELEKTRODAMI (REŽIM MMA)
PŘIPOJENÍ A POKYNY
• Připojte kabely, držák elektrody a zemnicí svorku k příslušným připojovacím bodům a dodržte údaje ohledně polarity,
uvedené na obalu elektrod.
• Vyjměte po svařování elektrodu z držáku.
• Přístroje jsou vybaveny speciálními funkcemi, které zlepšují vlastnosti svařování. Jedná se o tyto funkce :
- Hot Start zvyšuje hodnotu svařovacího proudu v okamžiku zapálení elektrody.
- Arc Force: zvýší krátkodobě svařovací proud a brání tak přilepení (sticking) elektrody při jejím ponoření do
svarové lázně.
- Anti Sticking: snížení hodnoty zkratového proudu a vyloučení možnosti, že by došlo k rozžhavení elektrody
během jejího přilepení ke svařenci.
MMA PULZNÍ
Režim MMA Pulzní je určen pro svařování potrubí a ideální pro vertikální svařování směrem nahoru. Impulzním svařováním
je možné udržovat chladnou tavnou lázně zlepšující přechod materiálu. Pro svislé soupavé svařování bez pulzací je nutná
technika "stromečkem", co je těžký trojúhelníkový pohyb ruky. Díky režimu MMA Pulzní tento pohyb už není nutno
udělat, a dle tloušt'ky obrobku může stačit jednoduše vedení elektrody směrem nahoru. Pokud je potřeba rozšírít tavnou
lázně bude prostě stačit aplikovat kyvný pohyb. Tímto procesem je ovládání svislého svařování snadější.
SVAŘOVÁNÍ WIG/TIG - NETAVÍCÍ SE ELEKTRODOU V OCHRANNÉ ATMOSFÉŘE INERTNÍHO PLYNU
PŘIPOJENÍ A POKYNY
• Při svařování WIG DC použijete jako ochranný plyn Argon.
• Připojíme zemnicí svorku ke zdířce (+). Zapojte kabel svařovacího proudu do příslušné rychlosvorky (-). Připojte
konektor (tlačítka svařovací pistole) do příslušné zásuvky. Připojte plynovou hadici svařovací pistole k příslušné spojce.
• Překontrolovat vybavení hořáku a stav příslušenství (kleština, držák kleštiny, hubice).
• Vyběr elektrody je závislý na svařecí proud TIG DC čí AC.
BROUŠENÍ ELEKTROD
Pro optimální průběh svařování používejte pouze elektrody, které byly vybroušeny podle následujícího vzoru :
a = Ø 0.5 mm
L = 3 x d pro vadnou poštu.
L = d pro opevněnou pevnost.
VIZ. TABULKU PRŮMĚR ELEKTRODY
Ø Elektrody
(mm)
TIG DC TIG AC
čistý wolfram Wolfram s oxydy čistý wolfram Wolfram s oxydy
1 10 > 75 A 10 > 75 A 15 > 55 A 10 > 70 A
1.6 60 > 150 A 60 > 150 A 45 > 90 A 60 > 125 A
2 75 > 180 A 100 > 200 A 65 > 125 A 85 > 160 A
2.5 130 > 230 A 170 > 250 A 80 > 140 A 120 > 210 A
3.2 160 > 310 A 225 > 330 A 150 > 190 A 150 > 250 A
4 275 > 450 A 350 > 480 A 180 > 260 A 240 > 350 A
~ 80 A pro mm průměru ~ 60 A pro mm průměru
VYBĚR TYPU ZAPÁLOVÁNÍ
TIG HF : vysokofrekvenční zapálení bez dotyku
TIG LIFT : dotykové zapálení (pro prostředí citlivé na HF zapálení).
11
PROTIG 201 AC/DC - PROTIG 201L AC/DC
FR
Notice originale

1. Umistit hořák v pozici svařování nad obrobkem (cca
2-3mm mezi elektrokdou a obrobkem).
2. Stisknout spoušt' hořáku (zapalení oblouku bez dotyku
díky vysoké frekvenci).
3. Výchozí svařecí výkon proudí, svařování pokračuje podle
svařecího cyklu .
1. Umistite trysku a a špičku elektrody na obrobku a
stiskněte spouště hořáku.
2. Naklonit hořák až máte 2-3mm mezi špičkou elektrody a
obrobkem. Oblouk se zapaluje.
3. Vrat'te hořák do normalní polohy, abyste začínal svařecí
cykl.
NASTAVENÍ REŽIMU TIG
• TIG DC je určen pro svařování kovových materiálů, ale i měd' a jeho slitiny.
• TIG AC je určen pro svařování hliníku a jeho slitiny.
SVAŘOVÁNÍ TIG DC
• TIG DC - Standard
Metoda TIG DC Standard je určena pro kvalitní svařování kovových materiálů včetně nerezová ocel, ale i měd' a jeho
slitiny, titán, atd.
• TIG DC Pulzní
V tomto režimu se střídají pulzace hlavního proudu (I, pulzace svařování) a slabšího proudu (I_Froid, pulzace chlazení
obrobku). Snížuje tepelné deformace. Je doporučen pro spojování tenkých plechů.
Příklad: Hlavní proud je nastaven na 100A a %(I_Froid) = 50%, slabý proud = 50% x 100A = 50A. F(Hz) je nastaven
na 10Hz, doba signálu je tedy 1/10Hz = 100ms. Každé 100ms se následují impulze na 100A a druhá na 50A.
Výběr frekvence
• Pokud svařujete tenké plechy bez přidávného materiálu (< 8/10 mm), F(Hz) >> 10Hz
• Pokud svařujete specický kov, který potřebuje vibrace sváru k odplynování, tak F(Hz) >> 100Hz
Nastavení frekvence TIG DC stisknutím a uvolněním tlačítka frekvence pulzu (BP 3), a otočením hlavního potenciométru.
Hodnota frekvence se zvyší při otočení hlavního potenciométru ve směru hodinových ručiček, a se sníží při otočení proti
směru hodinových ručiček. Ta frekvence se pohybuje v rozmezí od 0,1Hz do 900Hz Krok nastavení je závislý na vybraný
rozsah frekvence:
Frekvence DC PULZNÍ (Hz) Krok nastavení (Hz)
[0,1 Hz ; 4 Hz] 0,1 Hz
[4 Hz ; 25 Hz] 1 Hz
[25 Hz ; 100 Hz] 5 Hz
[100 Hz ; 200 Hz] 10 Hz
[200 Hz ; 700 Hz] 50 Hz
[700 Hz ; 900 Hz] 100 Hz
Po dokončení nastavení lze počkat 2 sek. nebo znovu stisknout a uvolnit tlačítko téhož parametru, aby se ovládání vratil
do hlavního menu. Svařování DC pulzní je dostupný s metodami « TIG HF » a « TIG LIFT » a s režimy hořáků « 2T »
a « 4T ».
12
PROTIG 201 AC/DC - PROTIG 201L AC/DC
FR
Notice originale

SVAŘOVACÍ REŽIM TIG AC
• TIG AC - Easy
Tento režim uméžňuje rýchlé použití svařování AC nastavením průměru elektrody (zvolená hodnota je zobrazena na
displeje HMI). V tom režimu jsou nastavení rovnováhy a frekvence ustálená. Vyběr průměru elektrody má vliv na
hodnoty svařovacího proudu a očištění následovně:
Průměr elektrody I
min
I
max
Čistění
1,6 mm 10 A 80 A 30 %
2,4 mm 45 A 120 A 37 %
3,2 mm 60 A 180 A 43 %
4,0 mm 75 A 200 A 50 %
V tom režimu má frekvence vliv na hodnotu svařovacího proudu následovně:
Proud (A) Frekvence (Hz)
De 10 à 40 117
De 41 à 90 100
De 91 à 140 79
De 141 à 170 70
De 171 à 200 60
Při přepnutí z režimu « AC - Easy » do « AC », poslední nastavení režimu « AC - EASY » jsou uchované a mohou být
upraveny v režimu « AC »(nápř. : frekvence svařování a rovnováha).
• TIG AC - Standard
Tento režim je určen pro svařování hliníku a jeho slitin (Al, AlSi, AlMg, AlMn…). Střídavý proud (AC) má vestavěnou fázi
očištění, která je nezbytná pro svařování hliníku.
Rovnováha: pro očištění obrobku při svařování. Je nastavitelná mezi 20% a 60%.
Frekvence umožňuje nastavení rozptylu oblouku. Čím větší je frekvence, tím je oblouk ustřednější. Čím nížší je frekvence,
tím je oblouk širší.
Vysoká frekvence Nízká frekvence
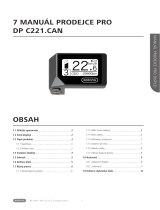
Charakteristika Proud – Frekvence u PROTIG 201 AC/DC a PROTIG 201L AC/DC : V režimu AC, svařecí proud a frekvence
mají vliv :
AC proud závislý na frekvence
Fréquence (Hz)
Courant (A)
0
50 150100 200
150
200
Až 100 Hz frekvence je možné
svařovat s proudem 200 A. Mezi 160
Hz et 200 Hz maximální svařovací
proud se snížuje od 200 A do 150 A.
• Bodování TIG DC nebo AC
Funkce « SPOT» umožňuje spojit obrobky bodovým svářením. Upravení času bodování zajíští reprodukovatelnost a
uskutečnění bodů bez oxidací. V režimu « SPOT » svařování se standardně spustí a ukončí tlačítkem hořáku. Nícméně
uživatel může upravit čas bodování díky tlačítku BP 3 « F(Hz) » a hlavnímu potenciométru. Čas téta funkce bodování
« SPOT » je nastavitelný od 0,1 sek. do 60 sek. po kroku 0,1 sek. Svařování se spustí tlačítkem hořáku. Pro návrat do
nedenováného času, nastavte ho na "0,0s".
13
PROTIG 201 AC/DC - PROTIG 201L AC/DC
FR
Notice originale

14
PROTIG 201 AC/DC - PROTIG 201L AC/DC
FR
Notice originale
ŘÍZENÍ JOBŮ
Nastavení při svařování jsou automaticky uložena a vyvolana při další zapnutí. Kromě nastavení při svařování, je možné
uložit a vyvolat různé kongurace, nazvané JOBy Tlačítko « JOB » umožňuje uložit, vyvolat nebo zrušit konguraci. Je
50 pamět'ových míst pro každý režim svařování.
• Vyvolání JOBu
- JOB se může vyvolat kdykoliv, kromě při svařování
- Stisnout tlačítko JOB po kratkou dobu (méně než 2 sek.)
- Hlášení « OUT » se zobrazuje na displeje,
- Vybrat číslo JOBu hlavním potenciométrem. Displej zobrazí pouhá čísla, která jsou zapojená s JOBy. Pokud není žádný
JOB uložen v paměti, displej zobrazí « - - - ».
- po zvolení čísla kongurace, stisnout tlačítko « JOB » pro potvrzení. Číslo JOBu blíká na displeje, a kongurace je
vyvolana. Číslo stále blíká až nastavení jiného parametru nebo spuštění svařování stisknutím spouště hořáku.
• Zrušení JOBu
- Stisnout tlačítko JOB po kratkou dobu (méně než 2 sek.)
- Hlášení « OUT » se zobrazuje na displeje,
- Vybrat číslo JOBu hlavním potenciométrem. Displej zobrazí pouhá čísla, která jsou zapojená s JOBy.
- Stisknout třikrát postupně tlačítko JOB Zvolený JOB je zrušen a displej znovu zobrazí svařecí proud.
• Uložení JOBu
- Nastavit všechny požádáné parametry
- Stisnout tlačítko JOB po dlouhou dobu (více než 3 sek.)
- Hlášení « IN » se zobrazuje na displeje,
- Vybrat číslo JOBu hlavním potenciométrem. Lze zobrazit a zvolit pouhá čísla, která nejsou zapojená k JOBu.
- Po zvolení čísla, stisknout tlačítko « JOB » pro potvrzení,
- Číslo zůstává zobrazeno indikující, že založení je vykonané. Zobrazení číslá trvá až stisknutí jiného tlačítka nebo spouště
hořáku.
Pokyn : Pokud jsou všechna čísla zapojená k JOBům, HMI zobrazí « Full ».
Upřesnění pro vyvolání JOBu typu TIG AC : Zvláštností zvolení JOBu TIG AC je se zobrazením parametrů « AC ». Po
zvolení JOBu typu « AC », HMI zobrazí postupně a opakovaně svařovací proud (A), rovnováhu (%) a frekvenci (Hz). ten
to cykl zobrazení trvá až spuštění svařování stisknutím spouště hořáku.
KOMPATIBILNÍ HOŘÁKY A CHOVÁNÍ SPOUŠTĚ
Pro standardní hořák s jedním tlačítkem, toto se nazývá «hlavní tlačítko».
Pro hořák s dvěma tlačítky, první se nazývá «hlavní tlačítko» a druhé «sekundární tlačítko».
REŽIM 2-TAKT
Bouton principal
T1 - Stiskněte a držte stlačené tlačítko => Předfuk, I_Start,
narůst a svařování.
T2 - Pusťte tlačítko => Pokles, I_Stop, Dofuk plynu.
Pro hořák s 2 tlačítky a pouze v režimu 2T, tlačítko 2 funguje
jako tlačítko 1.

15
PROTIG 201 AC/DC - PROTIG 201L AC/DC
FR
Notice originale
REŽIM 4-TAKT
3
4
2
Bouton principal
T1 - Stiskněte tlačítko 1 => Předfuk, I_Start.
T2 - Uvolněte tlačítko 1 => Narůst, svařování.
T3 - Stiskněte tlačítko 1 => Pokles, I_Stop.
T4 - Tlačítko 1 je uvolněno => Dofuk plynu.
REŽIM 4-TAKT LOG
>0,5s> 0,5s
>0,5s
3
4
2
Bouton principal
ou
Bouton secondaire
T1 - Stiskněte tlačítko 1 => Předfuk, I_Start.
T2 - Uvolněte tlačítko 1 => Narůst, svařování.
LOG : Režim použiván při svařování:
- Kratký dotyk na tlačítko 1 (<0.5s), umožnuje přep-
nutí od hlavního proudu do slabšího proudu a naopak.
- Jestli tlačítko 2 "slabý proud" zůstane stisknuto,
umožnuje přepnout do slabého proudu.
- Jestli tlačítko 2 "slabý proud" je uvolněno, umožnuje
přepnout do hlavnílho proudu.
T3 : Dlouhý dotyk na tlačítko 1 (>0,5 s.) => Pokles,
I_Stop.
T4 - Tlačítko 1 je uvolněno => Dofuk plynu.
Pro hořáky s 2 tlačítky nebo s 2 tlačítky a potenciométrem, => tlačítko 1 "hlavní proud" má stejné funkce jako u hořáku
s 1 tlačítkem. Jestli tlačítko 2 "slabý proud" zůstane stisknuto, umožnuje přepnout do slabého proudu. Pokud hořák je
vybaven potenciométrem, tento se používá pro upravení svařovacího proudu od 50% do 100% zobrazené hodnoty.
KONEKTOR OVLÁDÁNÍ HOŘÁKU
DB torch
L torch
NC
P
torch
P
L
DB
L
torch
DB
torch
DB + P
torch
Schéma přípojení hořáku typu SRL18. Schéma podle typu hořáku.

16
PROTIG 201 AC/DC - PROTIG 201L AC/DC
FR
Notice originale
Typy hořáků Označení drátu
Odpovídající kolík
konektoru
Hořák 2 tlačítka +
potenciométr
Hořák 2 tlačítka
Torche 1 tlačítko
Společný / Uzemnění 2 (zelený)
Spínač tlačítka 1 4 (bílý)
Spínač tlačítka 2 3 (hnědý)
Společný / Uzemnění
potenciométru
2 (šedý)
10 V 1 (žlutý)
Kurzor 5 (růžový)
DÁLKOVÉ OVLÁDÁNÍ
Dálkové ovládání funguje v režimech TIG a MMA.
Ref. 045699 Pohled Elektrické schémy dle typu ovládáče.
Připojení:
1- Připojit ovládač na zadním panelu svařovacího zdroje.
2- Zařízení automaticky zjistí přítomnosti ovládače a nabízí vybrat potenciométrem pedálový nebo ruční typ.
Připojení
Produkt je výbaven konektorem k dálkovému ovládání.
Prostřednictvím příslušného 7-pólového konektoru (obj. číslo 045699), je možné prípojit k přístroju odlišné druhy
dálkového ovládání. Pro kabelové spojení, dodržujte schému uvedenou níže.
Typ dalkového ovládání Označení drátu
Odpovídající kolík
konektoru
Pedál
Ruční ovládač
10 V A
Kurzor B
Společný / Uzemnění C
Spínač D
Provoz:
• Ruční dalkový ovládač (volitelný, obj. číslo. 045675)
Ruční dalkový ovládač umožňuje upravit proud od 50% do 100% nastavené hodnoty. V téta konguraci jsou všechny
režimy a funkce zdroje dostupné a nastavitelné.
• Pedalový ovládač (volitelný, obj. číslo. 045682)
Pedalový ovládač umožňuje upravit proud do 100% nastavené hodnoty. V režimu TIG zdroj funguje pouze s režimem
hořáku 2T. Náběh a doběh nejsou řízené zdrojem (funkce jsou neaktivní), ale uživatelem přes pedálový ovládač.
VENTILÁTOR
Zdroj je vybaven řízeným větráním pro snížení zvukového nepohodlí a nasávání prachů.

17
PROTIG 201 AC/DC - PROTIG 201L AC/DC
FR
Notice originale
VERZE S INTEGROVANOU CHLADICÍ JEDNOTKOU: PROTIG 201L AC/DC
Ochranné pomůčky chladící jednotky jsou:
• Tepelná ochrana kapaliny.
Připojky hadicí pro teplou a studenou kapalinu jsou označeny barevnými kroužkami, respektive červenou a modrou.
Zorná měrka kapaliny se nachází na zadu zařízení .
Překontrolovat, že chladící jednotka je vypnuta před odpojením vstupních a výstupních trubek
hořáku.
Kapalina je škodlivá a dráždivá na oči, sliznice a kůže. Horká kapalina může dojít k popálení.
ZÁRUKA
Služby výrobce poskytnuté v záruční době se týkají výhradně výrobních vad a závad materiálu, které se objeví během
24 měsíců po zakoupení zařízení (doklad o koupi).
Záruka se nevztahuje na:
• Poškození při transportu
• Opotřebitelné díly (např. kabely, svorky, distanční podložky atd.), : kabely, svorky, atd...).
• Poškožení vzniklých neodborným použítím (pad, tvrdý náraz, neautorizovaná oprava...).
• Poruchy v závislosti s prostředím (znečístění, rez, prach...).
Příslušné zařízení zasílejte výhradně prostřednictvím velkoobchodu a vždy s kupním dokladem a stručným popisem
poruchy.

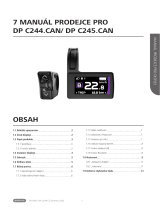
NAHRÁDNÍ DÍLY
2
1
6
11
13
12
14
21
15
18
19
20
16
17
9
7
8
10
5
3
4
27
26
22
23
24
25
PROTIG 201L
N° Označení Ref.
1 Ventilátor 51021
2 Mřížka ventilátoru 51010
3 Napájecí kabel 21464
4 Kabelový svazek dálkového ovládání 71513
5 Elektromagnetický ventil 71542
6 Hlavní deska 97798C
7 Deska napájení 97155C
8 Rukojet' 56048
9 Hlavní deska 97797C
10 Gumová noha 56163
11 HF transformátor 96130
12 Deska sekundární 97801C
13 013868. 97799C
14 Deska ovládání 97796C
15 Ovládání 51978
16 knoík nastavení downslope Ø 21 mm 73019
17 Knoík nastavení proudu Ø 28 mm 73016
18 Připojka plynu 55090
19 Připojka hořáku 71873
20 Zásuvka Dinse 51461
21 Výstupní tlumivka 63678
22 Gumová noha 56120
23 Rychlospojka vodní 71695/71694
24 Ventilátor 230V chladicí jednotky 51023
25 Radiátor vodní 71751
26 Čerpadlo 71772
27 Zásobnik 90281
PROTIG 201 AC/DC - PROTIG 201L AC/DC
18

ELEKTRICKÁ SCHÉMA PROTIG 201 AC/DC
21464
63662
63678
51461
96130
51461
71542
M
M
51021
71873
71513
97799C
97798C
97801C
97155C 97797C
5
4
7
2
97796C
51978
19
PROTIG 201 AC/DC - PROTIG 201L AC/DC

20
PROTIG 201 AC/DC - PROTIG 201L AC/DC
21464
63662
63678
51461
96130
51461
71542
M
M
51021
71873
71513
97799C
97798C
97801C
97155C 97797C
5
4
7
2
97796C
51978
52099
M
M
71772
M
M
51023
ELEKTRICKÁ SCHÉMA PROTIG 201 L AC/DC
Stránka sa načítava...
Stránka sa načítava...
Stránka sa načítava...
Stránka sa načítava...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
























GYS PROTIG 201L AC/DC Návod na obsluhu
- Typ
- Návod na obsluhu
- Tento návod je vhodný aj pre
Súvisiace články
-
GYS EXPERT 110 Návod na obsluhu
-
-
GYS TIG 250 AC/DC TRI Dátový hárok
-
GYS PORTASPOT 230 Návod na obsluhu
-
-
-
GYS TIG 220 AC/DC HF FV Dátový hárok
-
GYS TIG 220 DC FV Dátový hárok
-
-