cmha2p11
cmha2p10
- 9 -
bh32d1k
6.3 Pripojenie zváracieho a spätného kábla
Zvárací zdroj má dva výstupy, kladnú svorku (+) a zápornú svorku (-), určené na
pripojenie zváracieho a vratného kábla. To, ku ktorému výstupu sa pripojí zvárací
kábel závisí od typu použitej elektródy. Polarita pripojenia sa uvádza na obale
elektród. Zvárací kábel pripojte k svorke uvedenej na obale elektródy.
Spätný kábel pripojte k druhému výstupu na zváracom zdroji. Pripevnite kontaktnú
príchytku spätného kábla k zvarencu a zaručte spoľahlivý kontakt medzi zvarencom
a výstupom pre spätný kábel na zváracom zdroji.
6.4 Ochrana proti prehrievaniu
Zvárací zdroj má ochranu proti tepelnému preťaženiu, ktorá sa aktivuje pri prílišnom
zvýšení teploty, ktorá preruší zvárací prúd a rozsvieti sa žltá kontrolka na čelnej
stene zváracieho zdroja. Aktivovanie ochrany proti tepelnému preťaženiu sa
automaticky zruší, ak teplota klesne.
6.5 Zváranie MMA
Arc 151i / 201i dodáva jednosmerný prúd. Môžete zvárať väčšinu kovov na legovanú i
nelegovanú oceľ, nehrdzavejúcu oceľ a liatinu.
Arc 151i / 201i vám umožňuje zvárať použitím väčšiny obalených elektród v rozsahu
od Ø 1,6 do Ø 3,25.
Zváranie MMA sa niekedy označuje aj ako zváranie s potiahnutými elektródami.
Preskočením oblúka sa roztaví elektróda a jej povlak vytvára ochrannú trosku.
Ak sa pri zapaľovaní oblúka hrot elektródy pritlačí oproti kovu, okamžite sa nataví a
prilepí sa ku kovu, v dôsledku čoho pokračovanie zvárania nie je možné.
Z tohto dôvodu sa oblúk musí zapáliť rovnako, ako by ste zapaľovali zápalku.
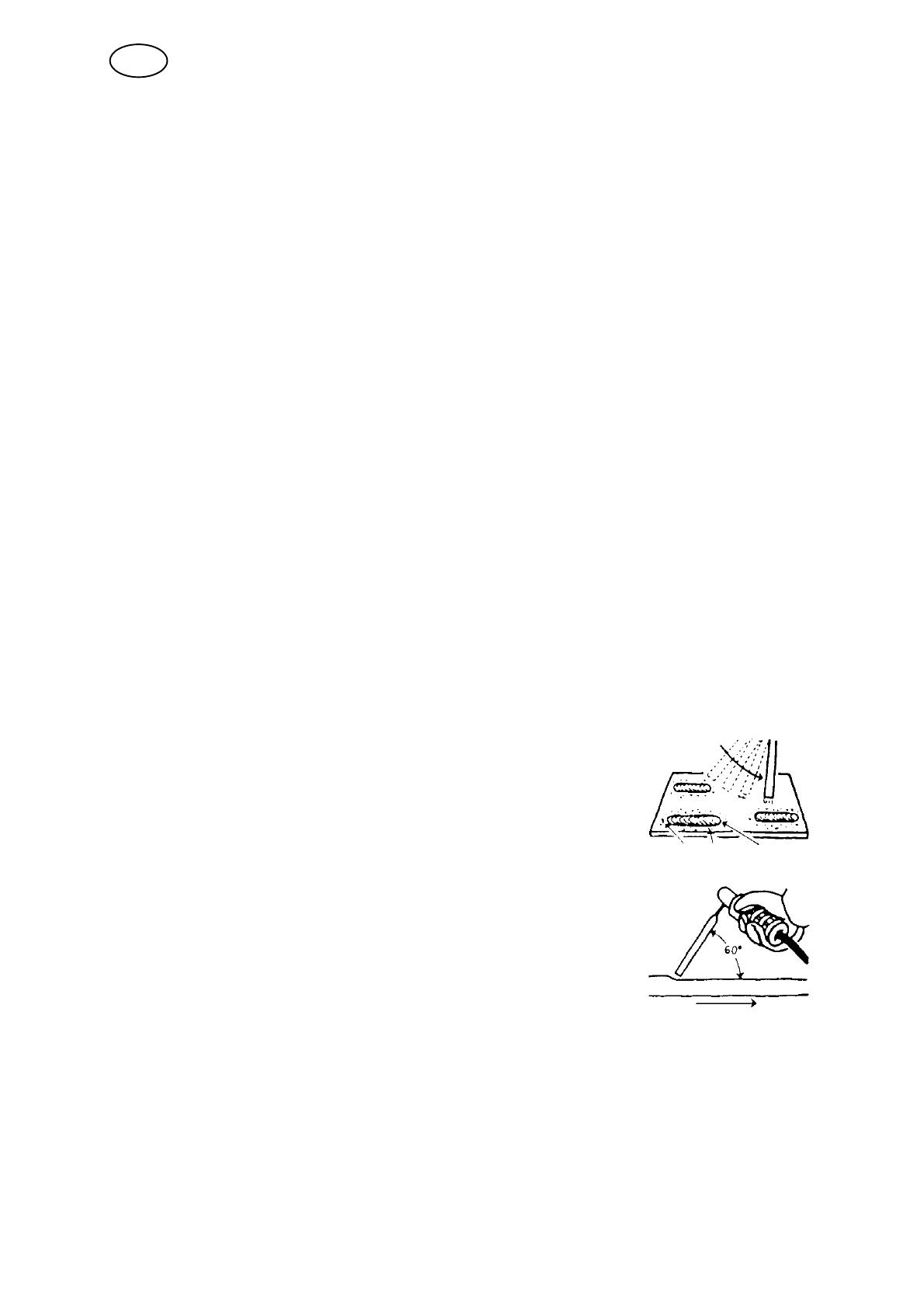
Rýchlo škrtnite elektródou o kov, potom ju nadvihnite, tak, aby
sa dosiahla vhodná dĺžka oblúka (pribl. 2 mm). Ak je oblúk príliš
dlhý, bude praskať a striekať, až nakoniec zhasne.
Ak pracujete na zváracej stolici, pred pokusom o zapálenie
oblúka skontrolujte, či zvyšky kovového odpadu, kúsky elektród
alebo iné predmety na stolici neizolujú zvarenec.
Po zapálení oblúka pohybujte elektródou zľava doprava.
Elektróda sa musí nachádzať pod uhlom 60° ku kovu vzhľadom
na smer zvárania.
Avšak v prípade, ak chcete zvárať širokou húsenicou alebo ak
chcete dosiahnuť taký hrubý zvar, že musíte zvárať v
niekoľkých vrstvách, musíte používať priečne pohyby.
6.6 Zváranie TIG
Zváranie TIG roztaví kov zvarenca pomocou oblúka, ktorý preskočí z volfrámovej
elektródy, ktorá sa sama osebe netaví. Tavný kúpeľ a elektróda sú chránené
ochrannou plynovou atmosférou.
Zváranie TIG je užitočné predovšetkým tam, kde sa požaduje vysoká kvalita a pri
zváraní tenkých plechov. Arc 151i / 201i má dobré charakteristiky aj pre zváranie
TIG.
SK



















