© ESAB AB 2008
cmha2p11
cmha2p10
bh32d1j
- 10 -
5.3 Připojení svařovacího a zpĕtného kabelu
Napájecí zdroj má dva výstupy, kladnou svorku (+) a zápornou svorku (-) pro
připojení svařovacího a zpĕtného kabelu. Výstup, k nĕmuž je připojen svařovací
kabel, je závislý na typu použité elektrody. Polarita připojení je uvedena na obalu
elektrody. Připojte svařovací kabel ke svorce uvedené na obalu elektrody.
Připojte zpĕtný kabel k druhému výstupu napájecího zdroje. Připevnĕte k obrobku
kontaktní svorku zpĕtného kabelu a ujistĕte se, že obrobek má dobrý kontakt s
výstupem napájecího zdroje pro zpĕtný kabel.
5.4 Ochrana proti přehřátí
Napájecí zdroj je vybaven ochranou proti tepelnému přetížení, která přeruší
svařovací proud a rozsvítí žlutou kontrolku v přední části zařízení, jakmile příliš
stoupne vnitřní teplota. Když teplota klesne, tepelná ochrana se automaticky nastaví
do výchozího stavu.
5.5 Svařování MMA
Arc 151i / 201i vytváří stejnosmĕrný proud a můžete svařovat vĕtšinu kovů s lego
vanou a nelegovanou ocelí a litinou.
Arc 151i / 201i umožňuje svařovat s vĕtšinou obalených elektrod o průmĕru od 1,6 do
3,25.
Svařování MMA se může označovat také jako svařování s obalenými elektrodami. Po za
pálení oblouku se začne tavit elektroda a její obal začne tvořit ochrannou strusku.
Jestliže se zažehne oblouk a špička elektrody je přitisknutá ke kovu, okamžitĕ se za
čne tavit a ulpívá na kovu, což znemožňuje pokračovat ve svařování.
Proto je nutné elektrodu po zažehnutí oblouku okamžitĕ oddálit jako při zapalování zá
palky.
Rychle se dotknĕte elektrodou kovu a oddalte ji, aby vzniknul
vhodný elektrický oblouk (přibl. 2 mm). Pokud je oblouk příliš
dlouhý, přeruší se před dokončením svařování.
Jestliže pracujete na svařovacím stole, před zažehnutím oblou
ku se přesvĕdčte, zda zbytky kovového odpadu, kousky elek
trody či jiné předmĕty na svařovacím stole neizolují díl, který se
má svařovat.
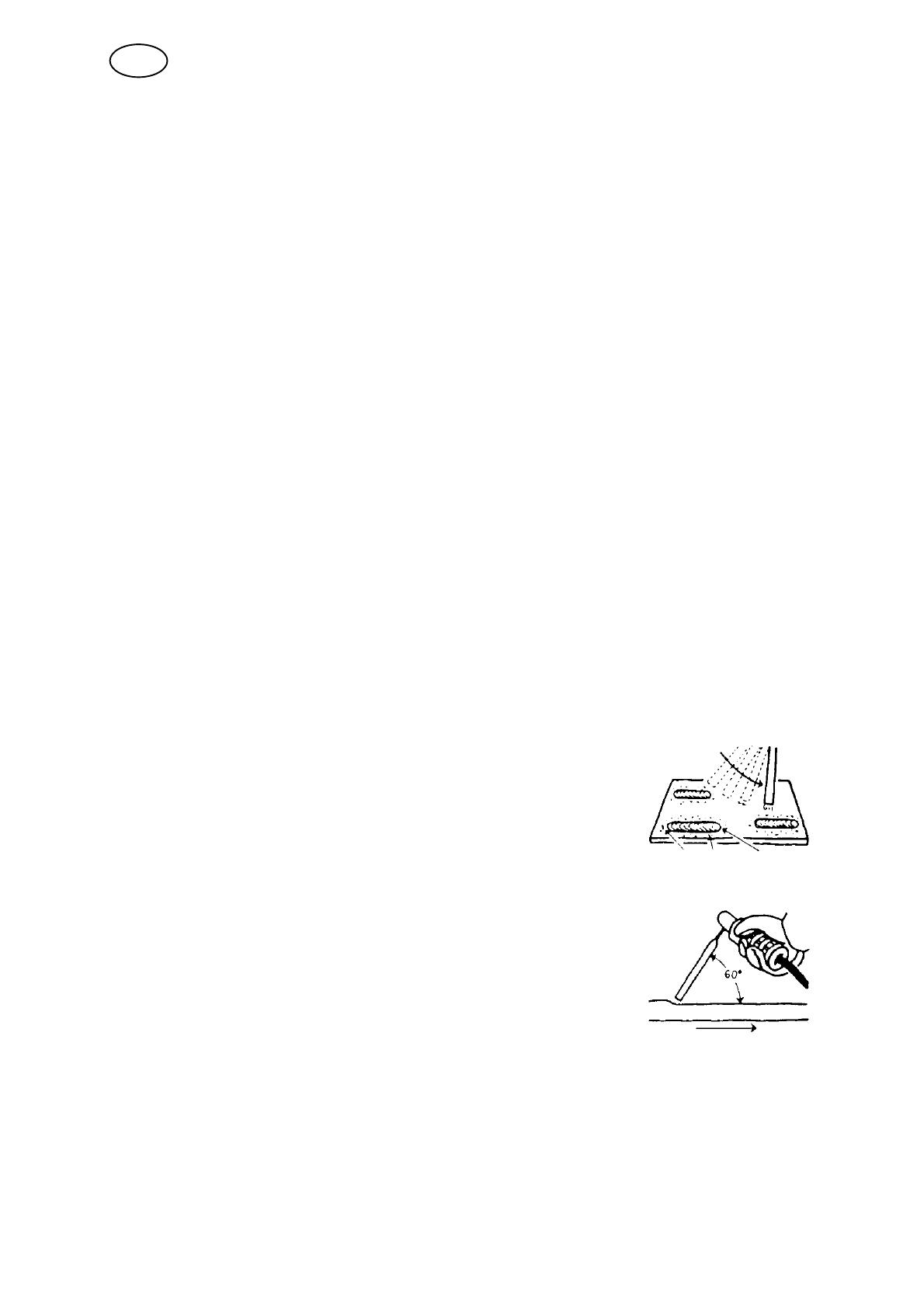
Po zažehnutí oblouku pohybujte elektrodou zleva doprava.
Elektroda musí svírat s kovem úhel 60° ve smĕru svařování.
Jestliže chcete svařovat širokým housenkovým svarem nebo v
nĕkolika vrstvách, musíte při svařování postupovat bočními po
hyby.
5.6 Svařování TIG
Při svařování TIG se taví kov obrobku působením oblouku zapáleného wolframovou
elektrodou, která se sama netaví. Svarová lázeň a elektroda jsou chránĕné
ochranným plynem.
Svařování TIG je užitečné zejména tehdy, když se vyžaduje vysoká kvalita, a při
svařování tenkého plechu. Arc 151i/201i má také dobré charakteristiky pro svařování
TIG.
CZ



















