bi12d1ja
-- 1 1 --
5.1 Seznam poruchových kódù
U0 = ovládací panel U3 = podavaè drátu
U1 = chladicí jednotka U4 =dálkovýovladaè
U2 = napájecí zdroj
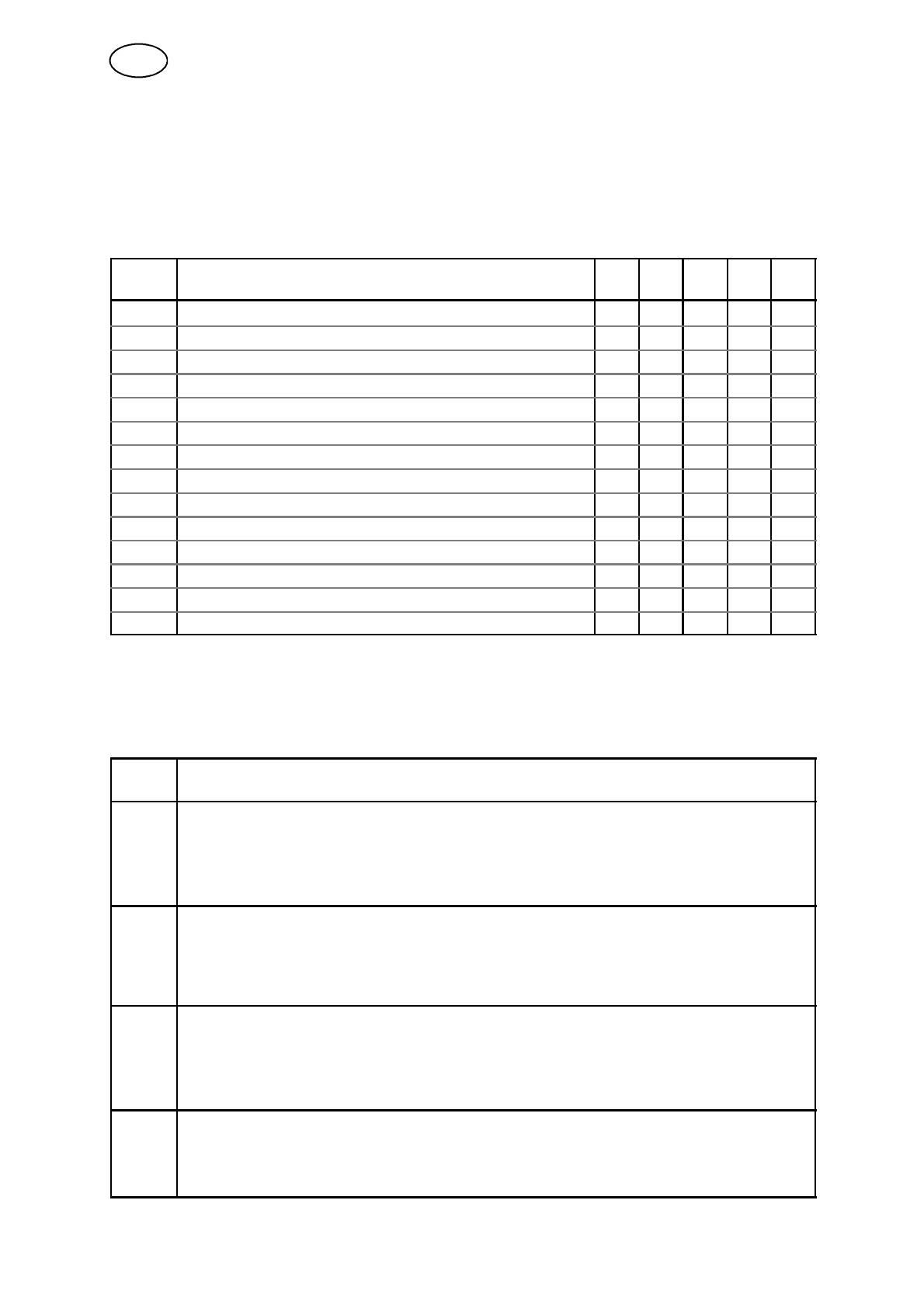
Chybo
vý kód
Popis U0 U1 U2 U3 U4
4 Napájecí zdroj 5 V x x x
5 Pomocné stejnosmìrné napìtí je pøíli¹ vysoké/nízké x
6 Vysoká teplota x x
11 Servomechanismus rychlosti drátu x
12 Chyba pøi komunikaci (varování) x x x x x
17 Ztráta kontak tu s podavaèem drátu x
18 Ztráta kontak tu s napájecím zdrojem x
19 Chyba pamìti x
26 Chyba pøi provádìní programu x x
27 Do¹el drát x
29 Neproudí chladicí voda x
32 Neproudí plyn x
40 Nekompatibilní jednotky x
41 Ztráta kontaktu s chladicí jednotkou x
5.2 P opisy chybových kódù
Chybo
vý kód
Popis
E4
U0
U2
U3
Nízké napìtí 5V napájecího zdroje
Napìtí napájecího zdroje je pøíli¹ nízké.
Probíhající svaøování je zastaveno a nelze ho spustit.
Zákrok: Vypnìte napájení ze sítì a jednotku tak vynulujte. Kdy¾ závada pøetrvává, vy¾ádejte si
pomoc servisního technika.
E5
U2
Pomocné stejnosmìrné napìtí je mimo meze
Sí»ové napìtí je pøíli¹ vysoké nebo pøíli¹ nízké. Pøíli¹ vysoké napìtí mù¾e být zpùsobeno vá¾nými
pøechodovými jevy v síti nebo slabým napájecím zdrojem (vysokým indukèním odporem zdroje
nebo ztrátou fáze).
Zákrok: Vy¾ádejte si pomoc servisního technika.
E6
U1
U2
Vysoká teplota
Aktivovala se tepelná ochrana.
Probíhající svaøování je zastaveno a nelze ho znovu spustit, dokud teplota neklesne.
Zákrok: Zkontrolujte, zda není vstup nebo výstup chladicího vzduchu zakrytý nebo ucpaný
neèistotami. Zkontrolujte pou¾ívaný pracovní cyklus, aby bylo jisté, ¾e se zaøízení nepøetì¾uje.
E11
U3
Servomechanismus rychlosti drátu
Servomechanismus rychlosti drátu se odchyluje od nastavené hodnoty.
Kdy¾ dojde k této chybì, podávání drátu se zastaví.
Zákrok: Vy¾ádejte si pomoc servisního technika.
CZ















