
Česká
(Czech )
Návod k použití
Revize: AC Datum vydání: Oct 7, 2015 Příručce číslo : 89250028CS
CSK4000 RUČNÍ HOŘÁK DRÁŽKO
VÁNÍ UHLÍKOVOU ELEKTRODOU
CSK4000

OCEŇUJEME VAŠE PODNIKÁNÍ!
Blahopřejeme vám k pořízení nového výrobku od značky Arcair®. Jsme rádi, že jste
naším zákazníkem, a budeme usilovat o to, abychom vám poskytovali ty nejlepší
služby a podporu v odvětví. Tento výrobek je podpořen rozsáhlou zárukou a
celosvětovou servisní sítí.
Víme, že i vy věříte své práci, a vážíme si toho, že vám můžeme poskytnout tento
vysoce výkonný výrobek, který vám pomůže naplňovat vaše závazky.
Již více než 60 let poskytuje společnost Arcair kvalitní výrobky, kterým můžete
věřit, když je v sázce vaše pověst.
JSTE V DOBRÉ SPOLEČNOSTI!
Společnost Arcair je globální značkou řezacích výrobků pro ESAB. Lišíme se od
konkurence předními inovacemi na trhu a skutečně spolehlivými výrobky, které
obstojí ve zkoušce času.
Snažíme se zvýšit vaši produktivitu, efektivitu a svařovací výkon, abyste mohli
vyniknout ve svém oboru. Při projektování výrobků máme na paměti práci
svářeče a nabízíme pokročilé funkce, trvanlivost, snadné používání a ergonomické
pohodlí.
Naším hlavním závazkem je vytvářet bezpečnější pracovní prostředí v odvětví
svařování. Vaše spokojenost s tímto výrobkem a jeho bezpečné provozování
jsou našimi hlavními zájmy. Vyhraďte si dostatek času k přečtení celého návodu k
obsluze, zejména pak bezpečnostních opatření.

!
Varování
Před instalací, provozováním a údržbou zařízení si přečtěte celou příručku a bezpečnostní postupy pro
zaměstnance tak, abyste je pochopili.
Přestože informace uvedené v tomto návodu uvádí výrobce dle svého nejlepšího vědomí, zříká se
odpovědnosti za jejich uplatňování.
Arcair
®
CSK4000 Ruční Hořák Drážkování Uhlíkovou Elektrodou
Návod k použití
Orientační číslo návodu k použití: 89250028CS
Vydavatel:
ESAB Group Inc.
2800 Airport Rd.
Denton, TX. 76208
940-566-2000
www.esab.com/arcair
Autorská práva © 2015, 2016 ESAB Všechna práva vyhrazena.
Kopírování tohoto dokumentu nebo jeho částí bez písemného souhlasu vydavatele je zakázáČ.
Vydavatel nepřebírá žádnou odpovědnost a tímto se zříká jakékoliv odpovědnosti vůči jakékoliv straně
za jakoukoliv ztrátu nebo škodu způsobenou případnou chybou či opomenutím v tomto návodu, ať
už by taková chyba vyplývala z nedbalosti, omylu, či z jiné příčiny.
Pro tiskový materiál podle specikace viz dokument 47X1920
Datum zveřejnění: January 15, 2015
Datum revize : Oct 7, 2015

SEZNAMTE S TOUTO PŘÍRUČKOU OBSLUHU ZAŘÍZENÍ.
DALŠÍ KOPIE SI VYŽÁDEJTE U DISTRIBUTORA.
UPOZORNĚNÍ
Tato PŘÍRUČKA je určena pro zkušenou obsluhu. Jestliže nejste zce-
la seznámeni se zásadami bezpečné práce se zařízeními pro oblou-
kové svařování a řezání, doporučujeme Vám prostudovat si naši bro-
žuru "Opatření a bezpečné postupy pro obloukové svařování, řezání
a drážkování," formulář 52-529. NEDOVOLTE nezaškoleným osobám
zařízení obsluhovat, instalovat nebo udržovat. NEPOKOUŠEJTE
SE zařízení instalovat ani obsluhovat bez důkladného pročtení této
příručky a jejího plného porozumění. Jestliže jste příručce neporo-
zuměli dokonale, kontaktujte svého dodavatele pro více informací.
Před instalací a jakoukoli obsluhou zařízení si přečtěte Bezpečnostní
pokyny.
ODPOVĚDNOST UŽIVATELE
Toto zařízení bude pracovat v souladu s touto příručkou, štítky nebo s přílohami, jestliže je instalová-
no, obsluhováno, udržováno a opravováno ve shodě s přiloženými pokyny. Zařízení musí být pravi-
delně kontrolováno. Nefunkční nebo nedostatečně udržované zařízení by nemělo být používáno. Ne-
funkční, chybějící, opotřebované, poškozené nebo znečištěné součásti by měly být ihned vyměněny.
Stane-li se oprava nebo výměna nezbytnou, výrobce doporučuje podat písemnou nebo telefonickou
žádost o servisní pokyny u autorizovaného distributora, u kterého bylo zařízení zakoupeno.
Zařízení ani žádná jeho část by neměla být zaměňována bez předchozího písemného souhlasu
výrobce. Uživatel zařízení nese plnou odpovědnost za poruchy vzniklé v důsledku nesprávného
používání, špatné údržby, poškození či záměny provedené kýmkoliv jiným než výrobcem či servisem
výrobcem stanoveným.
!
PŘED INSTALACÍ A POUŽÍVÁNÍM ZAŘÍZENÍ SI PROSTUDUJTE UŽIVA-
TELSKOU PŘÍRUČKU TAK, ABYSTE JÍ ROZUMĚLI.
CHRAŇTE SEBE I OSTATNÍ!


Obsah
Oddíl 1: ÚVOD ...................................................................................................... 1
1.01 Řezání / drážkování uhlíkovou elektrodou .............................................1
1.02 Historie ...................................................................................................1
1.03 Použití .....................................................................................................1
1.04 To „nejlepší" je teď ještě lepší.. ...............................................................2
Oddíl 2: BEZPEČNOST A ZDRAVÍ ...................................................................... 3
2.01 Bezpečnostní opatření ............................................................................3
Oddíl 3: Způsob používání této příručky ........................................................... 5
3.01 Způsob používání této příručky ..............................................................5
3.02 Příjem zařízení .......................................................................................5
Oddíl 4: INSTALACE ............................................................................................ 7
4.01 Montáž DC svařování napájecí kabel a hadice tlakového vzduchu na napá-
jení a konektor vzduchu ..................................................................................7
4.02 Připojení ke svařovacím zdrojům na DC nebo AC .................................9
ODDÍL 5: ODSTRAŃOVÁNÍ ZÁVAD .................................................................... 12
ODDÍL 6: NÁHRADNÍ DÍLY .................................................................................. 14
6.01 CSK4000 NÁHRADNÍ DÍLY HOŘÁKU ...................................................14
PROHLÁŠENÍ O ZÁRUCE .............................................................ZADNÍ VNITŘNÍ OBÁLKA

1
ODDÍL 1: ÚVOD
1.01 Řezání / drážkování uhlíkovou elektrodou
Při řezání uhlíkovou elektrodou (CAC-A) se odstraňuje kov fyzicky, nikoliv chemicky jako při řezání plamenem
(OFC) K drážkování nebo řezání dochází, když intenzivní žár oblouku mezi uhlíkovou elektrodou a obrobkem taví
část obrobku. Zároveň vzduch proudí obloukem dostatečně rychle, aby vytlačoval roztavený materiál.
Proces využívající uhlíkovou elektrodu nevyžaduje k udržení řezu oxidaci, takže umožňuje drážkování nebo
řezání kovů, které nelze provádět procesem OFC. Proces využívající uhlíkovou elektrodu umožňuje řezání nejběž-
nějších kovů (např. uhlíkové oceli, nerezové oceli, mnoha slitin mědi a litin). Rychlost odstraňování kovu závisí na
rychlosti tavení a na účinnosti odstraňování roztaveného kovu proudem vzduchu. Při tomto procesu musí vzduch
odstranit odtavený kov od oblouku dříve, než kov ztuhne.
1.02 Historie
Drážkování uhlíkovou elektrodou začalo ve čtyřicátých letech dvacátého století a vyvinulo se z již používaného
procesu řezání uhlíkovou elektrodou. Svářecí technolog Myron Stepath vyvinul drážkování uhlíkovou elektrodou,
aby dokázal odstranit několik set metrů plochého, popraskaného sváru z nerezové oceli.
Předtím se obloukovým řezáním uhlíkovou elektrodou odstraňovaly vadné svary a nýtové hlavy v poloze nad
hlavou a svisle. Uhlíkový oblouk roztavil kov a roztavený kov pak odpadl vlivem gravitace.
Stepath usuzoval, že proud vzduchu by mohl poskytnout sílu k odstranění kovu ležícího naplocho. A tak vyzkou-
šel oblouk se zápornou uhlíkovou elektrodou na stejnosměrný proud, s druhým členem obsluhy, který míří proud
vzduchu pomocí vzduchové trysky do tavné lázně. Tento pokus byl však neúspěšný, protože oblouk byl méně
stabilní než oblouk při svařování elektrickým obloukem. A tak Stepath vyzkoušel oblouk s kladnou elektrodou na
stejnosměrný proud a výsledkem bylo drážkování uhlíkovou elektrodou se vzduchovou tryskou.
V roce 1948 představil Myron Stepath první hořák s uhlíkovou elektrodou a vzduchovou tryskou pro svařovací
průmysl. V roce 1949 Stepath se dvěma kolegy založili společnost Arcair Company.
Dva operátoři obsluhy již nebyli zapotřebí. Stlačený vzduch byl nyní veden hořákem a ústil pod elektrodou. Tento
nový nástroj šetřil čas na předrážkování svaru, odstraňování prasklin a opravě svarových defektů na uhlíkové,
litinové a nerezové oceli. Předtím se podobné úkony prováděly broušením nebo odlupováním.
Dnes hlavní princip zůstává stejný, ale s lepším vybavením a rozšířeným počtem aplikací.
1.03 Použití
V průmyslu byla s nadšením přijata metoda drážkování uhlíkovou elektrodou a byla nalezena řada způsobů
použití pro proces v oblasti kovovýroby a úpravy odlitků, chemických a ropných technologií, stavebnictví, těžby,
všeobecného opravárenství a údržby.
Hořáky a elektrody Arcair se používají globálně ve všech oborech, kde se používá hloubení, drážkování, oddělo-
vání a odstraňování kovu.
Proces využívající uhlíkovou elektrodu se vzduchovou tryskou je exibilní, účinný a šetrný na náklady při zpra-
cování prakticky jakéhokoliv kovu: uhlíkové oceli, nerezové oceli a dalších železných slitin; šedé, temperované a
tvárné litiny; hliníku; niklu; měděných litin a dalších neželezných kovů.

2
1.04 To „nejlepší" je teď ještě lepší..
Společnost Arcair přináší na trh zásadní změny, pokud jde o konstrukci připojení napájení a vzduchu v rámci
svých sestav hořákového kabelu.
Už od vynálezu oblouku uhlíkové elektrody v roce 1949 se pro hořák a kabel využívá lisovaný pryžový kryt
poskytující elektrickou ochranu napájecího připojení tím, že brání jiskření na uzemněný povrch zpracovávaného
kusu. Provedení tohoto lisovaného krytu využívá velký otevřený obdélníkový konec, který vytváří prostor pro
spojení napájecího kabelu a vzduchové hadice s hořákovým kabelem. Pokud však tento lisovaný kryt nebude
správně nainstalován a nezůstane na svém místě nasunut přes spojení, může dojít k obnažení napájecího
připojení vzhledem k uzemněnému povrchu kusu.
Zlepšené provedení lisovaného krytu nyní zapouzdřuje napájecí / vzduchové připojení, čímž se vylučuje riziko
náhodného jiskření. Umožňuje zapojení jednoho svařovacího kabelu o velikosti 4/0 z napájení a jednu sestavu
vzduchové hadice o průměru ¾" přivádějící proud a stlačený vzduch.
Toto nové provedení krytu je vyrobené z lisovaného tvrzeného nylonu vyztuženého vláknovým materiálem,
který dokáže odolat každodennímu použití ve výrobním zařízení.

3
ODDÍL 2: BEZPEČNOST A ZDRAVÍ
2.01 Bezpečnostní opatření
Uživatel svařovacího a plazmového řezacího zařízení ESAB nese plnou zodpovědnost za
zajištění toho, aby každý, kdo pracuje se zařízením nebo v jeho blízkosti, dodržoval všechna
příslušná bezpečnostní opatření. Bezpečnostní opatření musí vyhovovat požadavkům,
které se týkají tohoto druhu svařovacího nebo plazmového řezacího zařízení. Následující
doporučení by měla být dodržována jako doplněk ke Standardním předpisům, které se
týkají pracoviště.
Veškeré práce musí provádět kvalikovaní pracovníci dobře obeznámení s obsluhou
svařovacího nebo plazmo vého řezacího zařízení. Nesprávná obsluha zařízení může vést k
nebezpečným situacím, které mohou mít za následek poranění obsluhy nebo poškození
zařízení.
1. Každý, kdo používá svařovací nebo plazmové řezací zařízení, musí být plně seznámen s:
- jeho obsluhou
- umístěním nouzových vypínačů
- jeho funkcí
- příslušnými bezpečnostními opatřeními
- svařováním, plazmovým řezáním nebo s obojím
2. Obsluha musí zajistit, aby:
- se nikdo neoprávněný nenacházel při spuštění zařízení v jeho pracovním prostoru.
- nikdo nebyl během hoření oblouku bez náležité ochrany.
3. Pracoviště musí:
- být vhodné pro daný účel
- být chráněno před průvanem
4. Pomůcky osobní ochrany:
- Vždy noste doporučené ochranné pomůcky, jako jsou ochranné brýle, nehořlavý
oděv a ochranné rukavice.
- Nenoste volné doplňky, jako jsou šály, náramky, prsteny atd., kterými byste mohli
zachytit nebo si způsobit popáleniny.
5. Obecná opatření:
- Ujistěte se, že je zemnicí kabel bezpečně připojen.
- Pracovat na vysokonapěťovém zařízení smí pouze kvalikovaný elektrotechnik.
- Patřičné hasicí zařízení můsí být jasně označeno a po ruce.
- Mazání a údržba zařízení se nesmí provádět za provozu.
Elektronická zařízení likvidujte v recyklačním zařízení!
V souladu s evropskou směrnicí 2002/96/ES o likvidaci elektrických a
elektronických zařízení a její implementací podle státních zákonů se
musí elektrické zařízení, které dosáhlo konce životnosti, zlikvidovat v
recyklačním zařízení.
Jako osoba zodpovědná za zařízení máte povinnost informovat se o
schválených sběrných místech.
Chcete-li další informace, obraťte se na nejbližšího prodejce společ-
nosti ESAB.
Společnost ESAB vám může poskytnout všechny potřebné ochranné prostředky a příslušen-
ství pro řezání.

4
VAROVÁNÍ
Obloukovým svářením a řezáním můžete způsobit zranění
sobě i dalším osobám. Při sváření a řezání přijměte příslušná
opatření. Vyžádejte si u svého zaměstnavatele bezpečnostní
postupy, které musí vycházet z informací o rizicích od
výrobce.
ÚRAZ ELEKTRICKÝM PROUDEM - může být smrtelný.
- Namontujte a uzemněte (k zemi) svařovací jednotku v souladu s platnými normami.
- Nedotýkejte se živých elektrických součástek nebo elektrod holou kůží, vlhkými ruka-
vicemi nebo vlhkým oděvem.
- Izolujte se od uzemnění a obrobku.
- Zajistěte si bezpečnou pracovní pozici.
VÝPARY A PLYNY - Mohou být zdraví nebezpečné.
- Udržujte svou hlavu mimo proudění par.
- Použijte odvětrávání, odsávání u oblouku nebo obojí k odvádění par a plynů ze své
dýchací zóny a všeobecného prostoru.
PAPRSKY OBLOUKU - mohou poškodit zrak a popálit pokožku.
- Chraňte svůj zrak a tělo. Používejte správné clony pro odstraňování kovu a ltrové čoč-
ky a ochranné oděvy.
- Chraňte osoby v okolí vhodnými clonami a zástěnami.
NEBEZPEČÍ POŽÁRU
- Jiskry (okuje ze svařování) mohou způsobit požár. Zajistěte proto, aby se v blízkosti
nenacházely žádné hořlavé materiály.
HLUK - Nadměrný hluk může poškodit sluch.
- Chraňte svůj sluch. Používejte sluchátka nebo jinou ochranu sluchu.
- Varujte osoby v okolí před možným rizikem.
ZÁVADA - v případě závady se obraťte na odbornou pomoc.
PŘED INSTALACÍ A POUŽÍVÁNÍM ZAŘÍZENÍ SI PROSTUDUJTE UŽIVATELSKOU PŘÍ-
RUČKU TAK, ABYSTE JÍ ROZUMĚLI. CHRAŇTE SEBE I OSTATNÍ!
VAROVÁNÍ
Nepoužívejte zdroj napájení k rozmrazování zamrzlého potrubí.
UPOZORNĚNÍ
Vybavení třídy A není určeno k použití v obytných oblastech,
v nichž jsou dodávky elektřiny zajišťovány prostřednictvím
veřejného nízkonapěťového napájecího systému. V těchto
oblastech mohou nastat obtíže se zajištěním elektromagne-
tické kompatibility vybavení třídy A z důvodů konduktivního
nebo vyzařovaného rušení.
UPOZORNĚNÍ
Tento výrobek je určen výhradně k odstraňování kovů. Veškeré
další způsoby použití mohou vést ke zranění a/nebo poškození
vybavení.
UPOZORNĚNÍ
Před montáží či provozováním si prostudujte
návod k použití.
!

5
ODDÍL 3: ZPŮSOB POUŽÍVÁNÍ TÉTO PŘÍRUČKY
3.01 Způsob používání této příručky
K zajištění bezpečného provozu, přečíst celou příručka včetně kapitoly o bezpečnostní
pokyny a varování.
V tomto návodu se mohou objevit slova VAROVÁNÍ, UPOZORNĚNÍ, NEBEZPEČÍ a POZNÁM-
KA. Věnujte zvláštní pozornost informacím uvedeným u těchto výrazů. Tato zvláštní označe-
ní poznáte snadno takto:
POZNÁMKA!
Operace, řízení, nebo pozadí informace, které vyžaduje další důraz nebo je
užitečné pro účinné fungování systému.
!
Upozornění
Postup, který může při nesprávném dodržování poškodit zařízení.
!
Varování
Postup, který může při nesprávném dodržování vést k poranění obsluhy
nebo jiných osob v oblasti provozu.
!
Nebezpečí
Prostředky bezprostřední nebezpečí které-pokud se vyhnout, bude mít za
následek okamžité a vážné zranění nebo ztráty na životech.
Elektronické kopie tohoto návodu si lze také bezplatně stáhnout ve formátu Acrobat PDF z
internetových stránek společnosti Arcair, jejichž adresa je uvedena níže.
http://www.esab.com/arcair
3.02 Příjem zařízení
Když obdržíte zařízení, porovnejte je s údaji na faktuře, čímž se ujistíte, že zařízení je úplné.
Také zkontrolujte, zda zařízení náhodou nebylo poškozeno při přepravě. Pokud dojde k
jakémukoli poškození, ihned upozorněte přepravce a nahlaste škodu. Úplné informace
týkající se náhrad škod nebo chyb souvisejících s přepravou podejte na místo ve své oblasti
uvedené uvnitř zadního obalu této příručky.

Tato stránka je záměrně prázdná.

7
ODDÍL 4: INSTALACE
4.01 Montáž DC svařování napájecí kabel a hadice tlakového vzduchu na napájení
a konektor vzduchu
Modely Č. DÍLU 61-088-007 a 61-088-010
V souladu s těmito pokyny zapojte kabel svařovacího zdroje na DC a vedení stlačeného vzduchu přímo do napá-
jecího a vzduchového konektoru na sestavě hořákového kabelu s otočným konektorem.
1. Vyndejte sestavu hořáku a kabelu z kartonové krabice a položte ji tak, aby byla porovnaná a nezkroucená,
na pracovní stůl nebo podlahu.
2. Umístěte lisovaný kryt tak, abyste měli přístup ke čtyřem (4) šroubům, jak je uvedeno v obrázku 4-1.
Obrázek 4-1
3. Plochým šroubovákem odstraňte všechny čtyři (4) šrouby. Vytáhněte horní polovinu lisovaného krytu ze
sestavy.
Obrázek 4-2 Obrázek 4-3
4. Při použití šroubu s šestihrannou hlavou o velikosti ½"-13 x 1" umístěte šroub tak, aby jeho závity směřova-
ly skrze lisované oko kabelu svařovacího zdroje DC a skrze napájecí a vzduchový konektor na sestavě kabelu
s otočným konektorem. Hlava šroubu se musí nacházet proti ploché straně lisovacího oka podle obrázku
4-4.
5. Umístěte ½" pojistnou podložku na závit šroubu a začněte šroubovat ½"-13 matici směrem dolů proti
sestavě.

8
Obrázek 4-4
6. Umístěte mosazný konektor napájení a vzduchu zpět do dolní poloviny lisovaného krytu.
Obrázek 4-5
7. Prostředníkem zatlačte zespoda na šroub a sestavu utáhněte.
Obrázek 4-6
8. Vytáhněte sestavu z dolní poloviny lisovaného krytu k provedení bezpečného upevnění. Nedovolte, aby se
během tohoto závěrečného utahovacího kroku pohnulo lisované oko.
Obrázek 4-7
9. Namontujte přívodní vedení stlačeného vzduchu pomocí závitového tinku o průměru 3/8" do napájecího

9
a vzduchového konektoru. Tento spoj by měl být utažen klíčem.
Obrázek 4-8
10. Znovu uveďte zpět do polohy sestavu kabelu s kabelem svářecího zdroje DC a vzduchovou hadici ve spodní
polovině lisovaného krytu.
Obrázek 4-9
11. Znovu uveďte do polohy horní polovinu lisovaného krytu a zajistěte ji čtyřmi (4) šrouby, které byly odmon-
továny v kroku 3.
Obrázek 4-10
12. Sestava je nyní připravena k použití při aplikaci zahrnující odstraňování kovů.
4.02 Připojení ke svařovacím zdrojům na DC nebo AC
Aplikace na vyřezávání drážek obvykle používají třífázový svařovací zdroj s klidovým napětím nad 60 voltů, aby
se kompenzoval případný pokles napětí v obvodu.
1. Připojte kabel svařovacího zdroje, který je připojen k hořákovému kabelu s otočným konektorem, ke kladné-
mu terminálu na zdroji napájení (DCEP nebo AC). Viz obrázky 4-11.
2. Připojte kabel svařovacího zdroje, který je připojen k zápornému terminálu na zdroji napájení, k obrobku.

10
Art# A-13069CS
ZDROJ NAPÁJENÍ
STLAČENÝ VZDUCH
UHLÍKOVÉ ELEKTRODY
OBROBEK
HOŘÁK
KABEL OBROBEK
KABEL ELEKTRODY
DCEP NEBO AC
SOUOSÉHO KABEL
(ZPĚTNÝ POLARIZACE)
(–)
(+)
Obrázek 4-11
3. Zapněte přívod napájení a přívod vzduchu do drážkovacího hořáku a sestavy kabelu.
4. Když je ventil hořáku otevřen, seřiďte tlak vzduchu u hořáku na běžné tlakové rozmezí, tj. od 551,6 kPa (80
psi) do 690 kPa (100 psi); lze použít i vyšší tlak, ale odstraňování kovu nebude účinnější.
5. Stlačte dolů páku hořáku, abyste vsunuli "uhlík" elektrody oblouku vzduch-uhlík do hořáku. Při použití
uhlíků s měděným potahem musí konec uhlíku bez potahu směřovat dolů a pryč od hořáku. V tomto místě
bude zapálen oblouk mezi uhlíkem a obrobkem. Viz obrázky 4-12.
!
Varování
Uhlík je v tento okamžik elektricky NAŽHAVEN.
Art# A-13070CS
VYSUNUTÍ MAX. 17,8 cm (7")
HOŘÁK
ELEKTRODA
HLAVY HOŘÁ
KU (+)
VZDUCH 80PSI
POJEZD
OBROBEK (-)
ODLUPOVÁNÍ MĚDĚNÉHO
PLÁŠTĚ 3/4" až 2"
VŽDY POD ELEKTRODOU
Obrázek 4-12
6. Držte elektrodu, jak je uvedeno na obrázku 4-12, tak, aby z hořáku vyčnívala nanejvýš o 178 mm (7"). U
hliníku bude toto vysunutí 76,5 mm (3").

11
7. Seřiďte svařovací proud (konstantní proud) nebo napětí (konstantní napětí) v závislosti na typu používané-
ho napájení a na navrhovaném rozmezí napětí stanoveném pro používaný průměr uhlíku. Viz Tabulka 4-1.
Tabulka 4-1 - Navrhované proudové rozsahy (AMP) pro běžně používané typy a velikosti elektrod
Průměr elektrody DC elektroda DCEP AC elektroda AC AC elektroda DCEN
v (mm) min. - max. min. - max. min. - max.
1/8 (3,2) 60 - 90
Není k dispozici
5/32 (4,0) 90 - 150
3/16 (4,8) 200 - 250 200 - 250 150 - 180
1/4 (6,4) 300 - 400 300 - 400 200 - 250
5/16 (7,9) 350 - 450 Není k dispozici
3/8 (9,5) 450 - 600 350 - 450 300 - 400
1/2 (12,7) 800 - 1000
Není k dispozici
5/8 (15,9) 1000 - 1250
3/4 (19,1) 1250 - 1600
1 (25,4) 1600 - 2200
3/8 (9,5) PLOCHÉ 250 - 450
5/8 (9,5) PLOCHÉ 300 - 500
8. Než zapálíte oblouk, zapněte vzduchovou trysku. Držte hořák pod pracovním úhlem 45˚ - 60˚ tak, aby
se elektroda svažovala ve směru posunu. Proud vzduchu čistí prostor mezi elektrodou a obrobkem silou,
kterou odstraňuje veškerý roztavený kov z drážky.
9. Opatrně se dotkněte elektrodou obrobku, abyste vytvořili oblouk. Nezatahujte elektrodu, když už je oblouk
zapálen. Pokud je udržováno správné napětí oblouku, zvuk oblouku a stlačeného vzduchu je zřetelný a
hlasitý. Pokud je zvuk tlumený, je napětí oblouku nižší než doporučené provozní hodnoty. Normální napětí
oblouku u ručního drážkovacího hořáku odpovídá měření v rozpětí 35 až 50 voltů.
10. Hloubka drážky se ovládá rychlostí pojezdu. Lze provádět drážky o hloubce až 25 mm (1"). Avšak čím hlubší
bude drážka, tím zkušenější musí být obsluha. Při nízkých rychlostech pojezdu vznikají hluboké drážky a
při vysokých rychlostech pojezdu vznikají mělké drážky. Šířka drážky je dána velikostí používané elektrody
a je obvykle zhruba o 3,2 mm (1/8") širší než průměr elektrody. Širší drážku lze docílit kmitáním malou
elektrodou kruhovým či vlnivým pohybem.
12
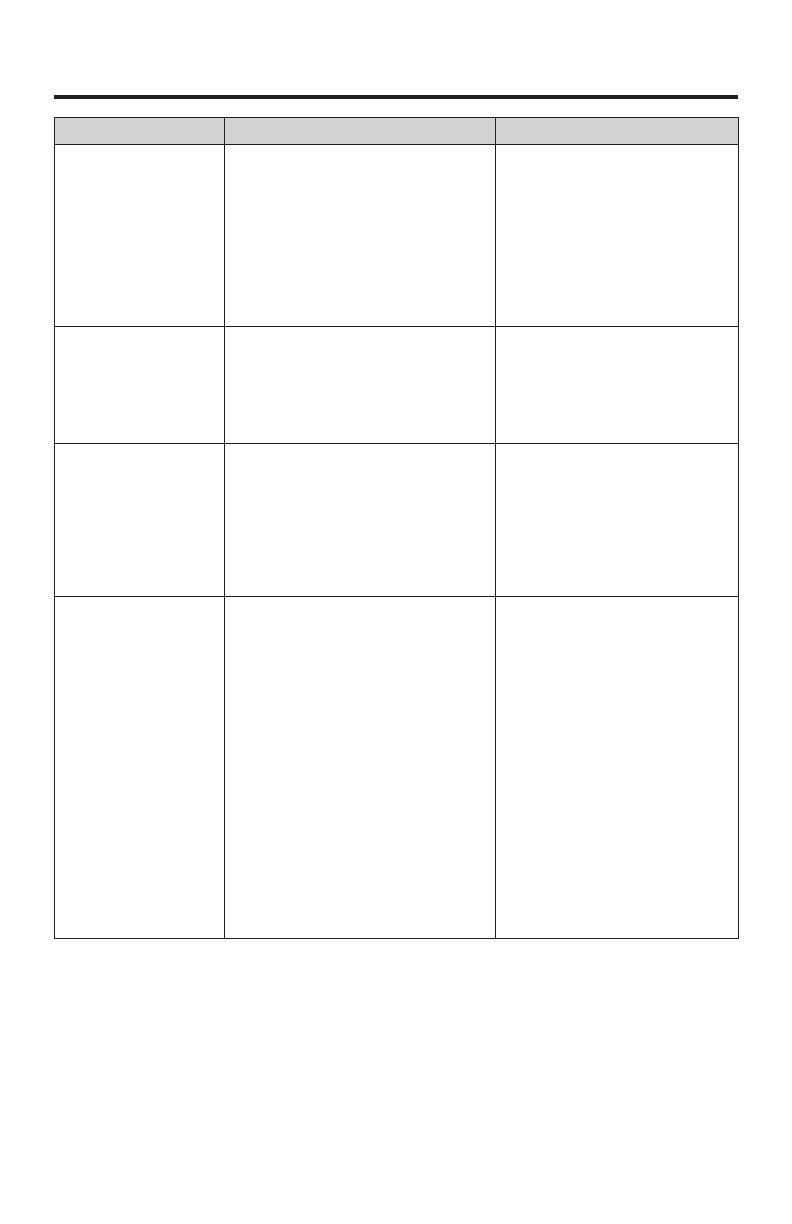
ODDÍL 5: ODSTRAŃOVÁNÍ ZÁVAD
Problém Příčina Řešení
Velké volné karbonové
usazeniny na začátku
drážky.
1. Obsluha buďto zapomněla zapnout
vzduchovou trysku, než zapálila
oblouk, nebo byl nesprávně umístěn
hořák.
1. Než zapálíte oblouk, zapněte
vzduch; vzduch musí proudit
mezi elektrodou a obrobkem.
2. Uhlíková elektroda je nesprávně
umístěna v sestavě hlavy.
2. Zajistěte, aby uhlíková elektroda
byla umístěna v drážce v hlavě
hořáku.
Nestabilní oblouk, u
kterého musí obsluha
zpomalit rychlost pojezdu
i u mělkých drážek.
1. Nedostatečný proudový rozsah pro
použitý průměr elektrody (viz tabul-
ka 2). Použít lze i nejnižší doporučený
proudový rozsah, ale bude to vyžado-
vat zvýšenou zručnost obsluhy. Lepší
je proudový rozsah středních hodnot.
1. Pokud nebude možné získat
požadovaný proudový rozsah z
dostupného zdroje napájení, po-
užijte následující menší průměr
elektrody nebo zapojte paralelně
dva či více svařovacích zdrojů.
Nevyrovnaná drážka
s obloukem putujícím
ze strany na stranu a
s elektrodou, která se
rychle zahřívá.
1. U procesu bylo použito DCEN (nega-
tivní elektrody).
1. Proces vyřezávání by se měl
provádět pokud možno s DCEP
(kladná elektroda). Na všechny
kovy, s výjimkou několika slitin
mědi, např. Superston a Nialite,
by měly být použity elektrody
na stejnosměrný proud s DCEP
(kladnou elektrodou).
Přerušovaná činnost
oblouku je výsledkem
nepravidelného povrchu
drážky.
1. Pojezdová rychlost byla příliš nízká
při ručním drážkování. Obsluha může
pro vyváženost pracovat i na jiné
práci, tendence patrná při oblouko-
vém svařování kovovou elektrodou v
ochranné atmosféře. Protože rychlost
drážkování uhlíkovou elektrodou je
mnohem vyšší než u obloukového
svařování kovovou elektrodou v
ochranné atmosféře, může tření
vznikající mezi rukou v rukavici a
obrobkem vyvolávat trhavý pohyb
směrem dopředu a hrozí, že se
mezera mezi elektrodou a obrobkem
zvětší natolik, že se neudrží oblouk.
1. Obsluha musí stát pohodlně
tak, aby se její paže mohly volně
pohybovat a rukavice netahaly
po obrobku. Pokud budete po-
užívat mechanizovaná zařízení,
zkontrolujte tabulku 4 (strany 4-24)
ohledně správných provozních
podmínek.
2. Nesprávné připojení uzemnění 2. Zkontrolujte uzemňovací svorky
a vedení, abyste zajistili správné
zapojení.

13
Problém Příčina Řešení
Při drážkování volné kar-
bonové usazeniny v růz-
ných intervalech drážek;
při začišťování volných
karbonových usazenin na
různých místech omytého
povrchu.
1. Zkratovaná elektroda na obrobku.
U ručního vyřezávání drážek je toto
výsledkem nadměrné rychlosti pojez-
du u použitých proudových hodnot a
hloubky prováděné drážky. U mecha-
nizovaných úkonů je toto výsledkem
nadměrné rychlosti pojezdu či použití
zdroje konstantního napětí s plochou
křivkou u elektrody malého průměru
7,9 mm (5/16"). Při začišťování
obrobku je toto způsobeno tím, že je
elektroda držena pod příliš malým
tlačným úhlem.
1. Použijte úhel mezi elektrodou a
zpracovávaným kusem o velikos-
ti 15° až 70°. Menší úhel zvyšuje
oblast oblouku, čímž se snižuje
hustota proudu; snížení hustoty
proudu u oblouku vyžaduje
velké snížení délky oblouku až k
bodu zkratu. Udržujte správnou
mezeru oblouku.
Nepravidelná drážka:
příliš hluboká, poté příliš
mělká.
1. Obsluha byla nestabilní. 1. Při drážkování musí obsluha
zaujmout pohodlnou polohu.
Struska ulpívající na
hranách drážky.
1. Nedostatečné odstraňování strusky.
Problém odstraníte tak, že budete
udržovat vhodný tlak vzduchu a rych-
lost proudění. Tlak vzduchu v rozmezí
550-690 kPa (80 až 100 psi) nemůže
účinně vytlačit veškerou strusku,
pokud má nedostatečný objem.
1. Aby bylo dosaženo vhodného
objemu, musí mít vzduchová
hadice přivádějící vzduch do
sestavy souosého kabelu průměr
alespoň ID 9,5 mm (3/8") v
případě ručních hořáků. U
Automatickýkých hořáků by
měla mít hadice průměr alespoň
ID 12,7 mm (1/2"). Nasměřujte
vzduchovou trysku souběžně
s oblastí vyřezávání. Neupřed-
nostňujte jednu stranu, pokud
provozovatel nechce minimalizo-
vat uchycování strusky na jedné
straně řezu.

14
ODDÍL 6: NÁHRADNÍ DÍLY
6.01 CSK4000 NÁHRADNÍ DÍLY HOŘÁKU
14
4
5
6
8
3
7
12
1
10
2
1
9
13
11
SEZNAM NÁHRADNÍCH DÍLŮ HOŘÁKU
Položka Popis CSK4000
1 Izolátory a šrouby 94-433-183CSK
2 Páka a šrouby 94-476-066CSK
3 Ventilový závěr 94-104-016
4 Klíč závěru 94-960-001
5 Pouze závěr 94-104-012
6 Cívka a o-kroužky 94-801-011
7 Těsnicí kroužek 94-710-036
8 Pouze cívka 94-801-010
9 Horní rameno 94-048-088
10 Hlava a šroub 94-378-368
11 Tělo hořáku 94-103-206
12 Závěsný čep 94-632-094
13 Pružina 94-800-077
14 Madlo 94-370-163
Stránka sa načítava...
Stránka sa načítava...
Stránka sa načítava...
Stránka sa načítava...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24























