QUICKGUIDE
SIGMA CORE BASIC
Instellen van het lasproces
Druk knop (11A) wat langer in om het lasproces in te stellen.Kies de parameter door knop (10)
te verdraaien. Stel de gekozen waarde in door het verdraaien van knop (11). Om deze functie te
sluiten, druk (11A) kort in.
Voor het tonen van Fxx (F = functie) parameter aanduidingen aan/uit, houdt (12) kort ingedrukt.
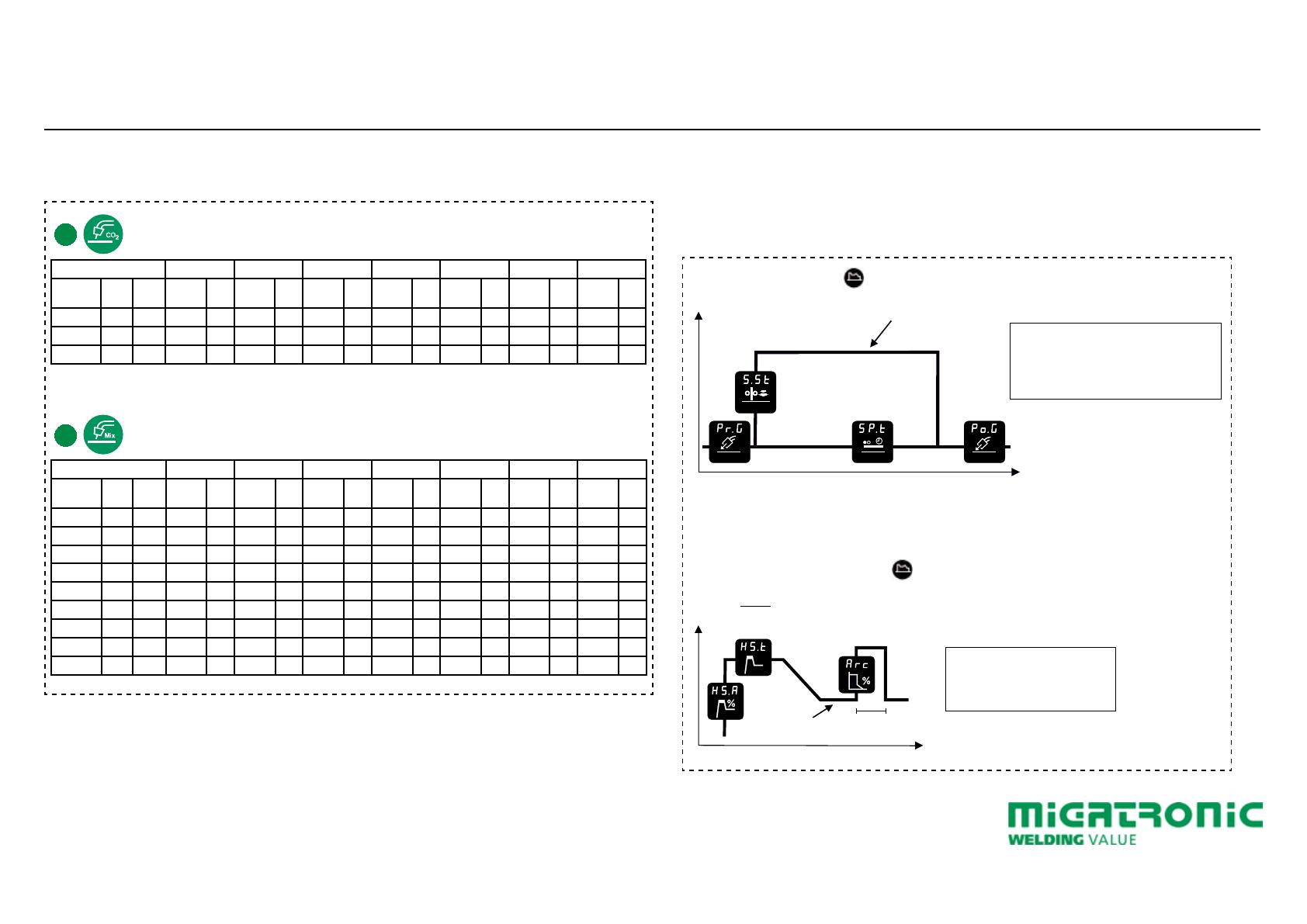
MIG/MAG parameters
Actuele lasstroom (A)
Figuur 1
Tabel 1
Lastabel voor (ingestelde waarde)
MMA (elektrode) parameters
Wanneer het MMA lasprogramma gekozen is, heeft
de lasser alleen toegang tot de volgende parameters:
Kortsluiting
Ingestelde
lasstroom (A)
Pr.G / F31 Gasvoorstroom/Pre-gas (0,2 sec.)
S.St / F32 Softstart (1,0 m/min.)
Po.G / F38 Gasnastroom/Post-gas (3,0 sec.)
SP.t / F39 Hechtlastijd/Spot time (0,0 sec.)
A
t
S
t1
m/min
SS
t2
GS.F / F22 (gasstroom) 0,5-27 l/min (alleen machines met IGC) (optionele uitrusting)
A
t
tHS.A / F11 Hotstart (25%)
HS.t / F12 Hotstarttijd (0,5 sec.)
Arc / F13 Arc power (25%)
Proces 1,0 mm 1,5 mm 2,0 mm 3,0 mm 4,0 mm 6,0 mm 10,0 mm
Materiaal Draad Gas S
(m/min)
U0
(V)
S
(m/min)
U0
(V)
S
(m/min)
U0
(V)
S
(m/min)
U0
(V)
S
(m/min)
U0
(V)
S
(m/min)
U0
(V)
S
(m/min)
U0
(V)
Fe 0,8 CO22,5 19,0 4,5 19,5 7,0 21,0 11,0 27,0 13,0 29,0 18,0 30,0 24,0 37,0
Fe 1,0 CO22,0 18,0 2,5 19,0 3,0 20,0 4,5 21,0 6,0 22,5 9,0 24,5 14,0 32,0
Fe 1,2 CO21,0 18,0 2,0 20,0 2,5 21,0 3,5 22,0 4,5 23,0 7,5 28,5 11,0 36,0
Proces 1,0 mm 1,5 mm 2,0 mm 3,0 mm 4,0 mm 6,0 mm 10,0 mm
Materiaal Draad Gas S
(m/min)
U0
(V)
S
(m/min)
U0
(V)
S
(m/min)
U0
(V)
S
(m/min)
U0
(V)
S
(m/min)
U0
(V)
S
(m/min)
U0
(V)
S
(m/min)
U0
(V)
Fe 0,8 ArCO23,0 16,0 6,0 18,0 7,5 19,5 11,0 20,0 14,0 26,0 18,0 31,0 24,0 33,0
Fe 1,0 ArCO22,0 15,0 3,0 16,0 4,0 17,0 6,0 19,0 8,0 20,0 11,5 26,5 16,0 30,0
Fe 1,2 ArCO21,5 16,5 2,5 17,5 3,5 18,0 4,5 20,5 5,5 20,5 8,0 29,0 10,0 32,0
Fe 1,6 ArCO21,0 17,0 2,0 18,0 2,5 18,5 3,0 19,5 4,0 22,0 5,5 29,0
FeFlux 1,2 ArCO26,0 21,0 8,0 25,0 11,0 28,0
CrNi 1,0 ArCO23,0 15,0 4,0 16,0 6,0 17,0 8,5 20,0 9,0 25,0 10,0 27,0
CrNi 1,2 ArCO22,0 15,0 3,0 16,0 3,5 16,5 6,0 18,0 8,0 24,0 10,0 24,0 12,0 31,0
AI 1,0 Ar 4,0 14,5 6,0 15,0 7,5 16,0 9,0 19,0 11,0 22,0 13,0 25,0 15,0 27,0
AI 1,2 Ar 3,5 13,0 5,0 15,0 8,0 16,0 9,0 17,0 10,0 18,0 13,0 23,0 15,0 26,0
14A
14B
Migatronic Nederland B.V. • Ericssonstraat 2 • 5121 ML Rijen
NL 50113820



















